Before Vibration Probe installation into its mounting hole, ensure the tapped hole is free of foreign material. Always clean the threads.
- The observed surface must be free of all irregularities,·Such as scratches, rust & corrosion.· Irregularities cause a change in probe-gap, which is not shaft-position change. Thus introducing a signal error.
- The probe threads should be marked so that connection to the extension cable (for voltage readings) will not be necessary until the probe almost enters its linear range. Be sure to allow the probe cable to tum with the probe. Because the probe “sees” to the side, there should be no metal within an approximate distance of ½X ( lX for 7200 series 5 mm probes) the tip diameter of the probe face, except the observed surface.
- The probe is threaded into its mounting until the desired gap (i.e..center of the available linear range of the transducer) between the probe and observed surface is obtained. The gap can be measured mechanically with a feeler gauge. It can also be measured more accurately electrically by connecting the probe to an extension cable and proximitor and then observing the indicated transducer output voltage. By cross referencing this voltage value to the probe calibration curve, the gap is determined. The electrical measurement technique can be used to gap probes when the gap cannot be physically measured.
Please read also: BASIC CONCEPT OF VIBRATION SYSTEM
Note: As the probe tip is threaded, the transducer output voltage will remain low while the probe tip is sensing the surrounding threaded mount. Once the probe tip extends past the threaded mount, the transducer output voltage will increase to a greater value as shown in figure 7.
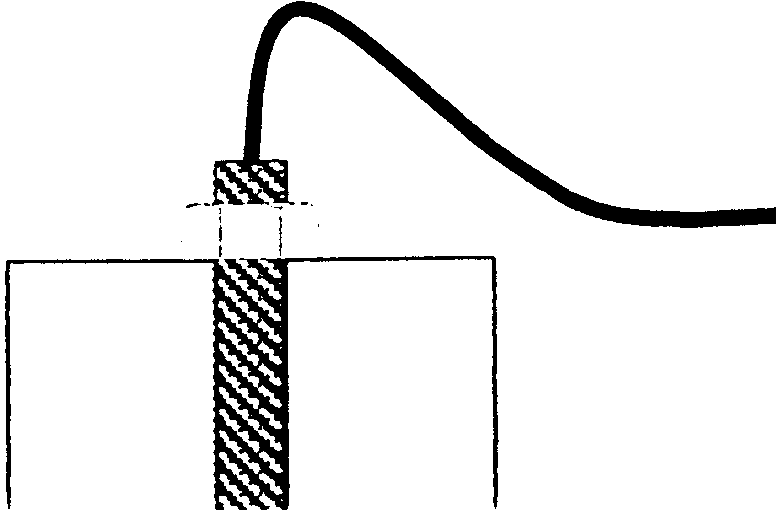
Figure A
Observed Material
Probe Senses the side of the threaded hole and gives false gap indication
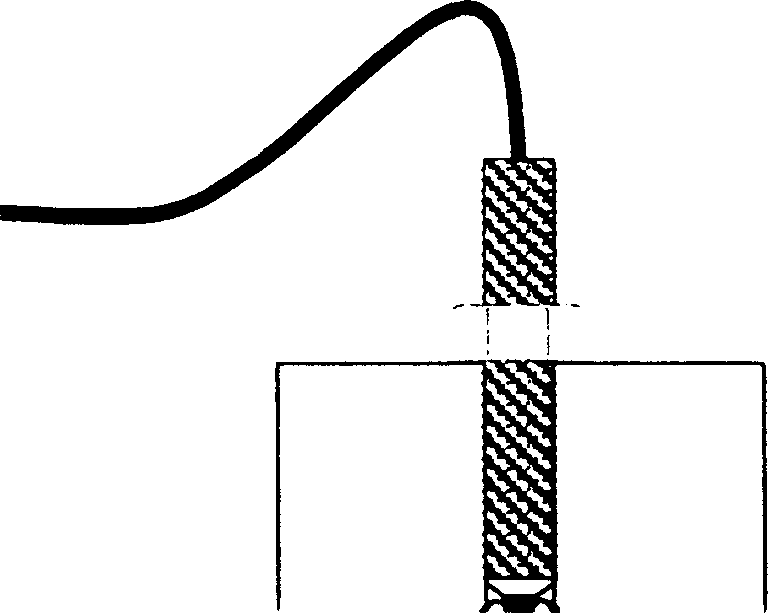
Figure B
Observed Material Vibration Probe installation
Probe with the tip in the counterbore area sensing only the observed surf ace and, therefore giving correct gap indication.
Above Figure shows Effects of probe sensing during installation
- However, as the tip extends farther and approaches the observed surface, the transducer output will decrease as shown on the calibration curve.
- The proximeter response is similar for most common shaft steel alloys.
- Probe should be mounted away from steps in the rotor, filters, collars, lathe centers (For axial probe).
- Probe is compatible with most petrochemical environments and will resist attack from chemicals having a pH rating of 4 to 10.
- In machinery where high temperatures exist around the probe location, it may be necessary to route the probe lead and extension cable inside lubrication oil lines or other areas that will not exceed 350 °F (176.7 °C).
- Most probes sufficiently apart from one another to prevent cross talk between probes; For 3300 Series probes distance 1.0 inch (25.4 mm) 7200 Series probes distance 1.6 inch (40 mm)
- The probe observes the gap from the probe face to the running shaft. Therefore, for accurate measurements of vibration, the holding structure of the probe must not vibrate at amplitudes or frequencies in the range of the measurements to be made. If a probe cannot be mounted in a solid location on the machine, like a bearing housing, it is necessary to use a beam structure. Make certain the beam structure cannot vibrate appreciably. The resonant vibration frequency of any such mounting structure should be field checked by tapping the structure lightly, and observing the Proximitor output on an oscilloscope (the Proximitor output is available on the Proximitor output terminal). The lower frequency limit should not be less than ten times the rpm of the observed surface.
Please check also: Characteristic-check-of-proximity-transducer-probe
- When installing the probe, the integral cable and connector should be disconnected and the integral cable should be rotated with the probe as the probe is threaded into the mounting hole.
- The probe must be securely locked into its mount by a locknut, clamp, or other vibration secure device.
- In open installations, the gap can be set using a feeler gage or plastic shim, or by observing the Proximitor output voltage. The output voltage of the Proximitor should be set to correspond to the recommended initial gap voltage indicated by the typical probe calibration curve.
- The Proximitor output voltage method is useful in blind installations or with the machine running, where feeler gages or shims cannot be used.
- In blind mounting holes, make certain the probe is observing the shaft by moving the gap in and out to decrease or increase the gap while observing the Proximitor output voltage.
- Decreasing gap will cause decrease voltage (less negative) and increasing gap will cause increasing voltage (more negative).
- In the completed installation there should be no metal within a radius from the center of the probe tip equal to the diameter of the probe tip coil.
- Mount the radial probes near radial bearings, avoiding NODAL POINTS at which, the shaft will not indicate any vibration. Nodal point will normally move out with increasing vibration. Mount axial probes within 12 inches of the thrust bearing.
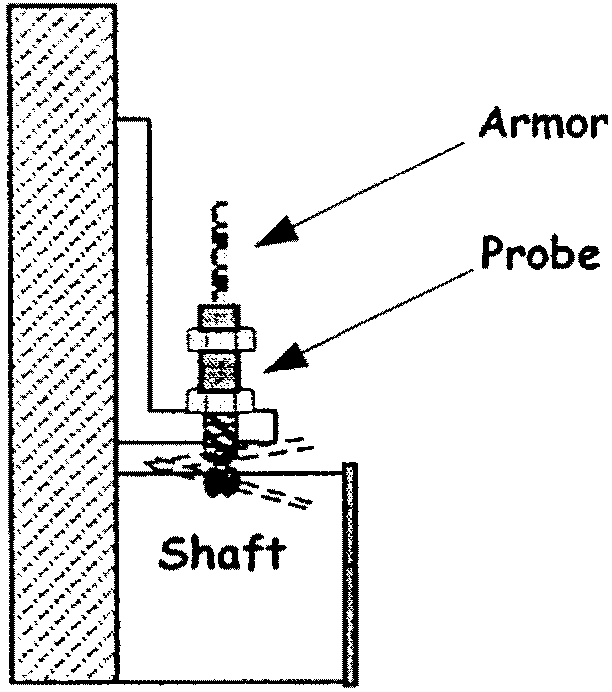
Radial Vibration Probe Installation
- Mount the radial probes near radial bearings avoiding nodal points (typically two) at which the shaft will not indicate any vibration (see figure )
- By using a non-metallic feeler gauge we can set the gap mechanically, but it is very difficult to set the probe-gap by mechanically, so we adjust the probe-gap electrically.
- Connect probe integral cable to extension cable and proximeter; apply input voltage to theproximeter. Connect a digital multimeter to the proximeter output.
- Threaded the probe into mounting and observe the transducer output voltage. As the probe is threaded, the transducer output voltage remains low or gives a false reading, because it is sensing the surrounding materials.
- As the probe tip extends through the mounting, the transducer output voltage will increase to its maximum and then decreases as it approaches the observed surface.
- Set the gap at the center of its linear range; i.e. IO volts.
- When the probe is properly gapped, secure by tightening the lock nut.
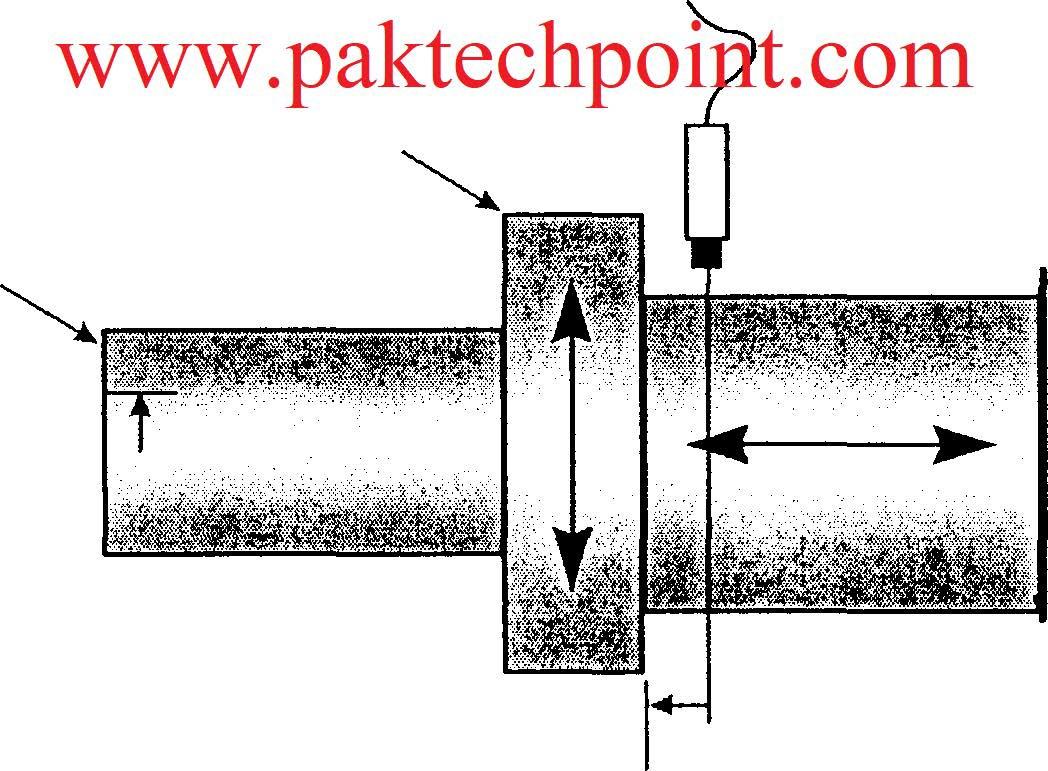
Axial {Thrust) Probe Installation
- Mount axial probes within 12 inches (300 mm) of the thrust bearing (see figure ). When probes are mounted farther away, thermal growth or other changes not related to thrust bearing protection may give misleading information regarding the thrust bearing condition.
- Most turbines will require that the probe be placed on the steam inlet shaft end, inboard or outboard of the thrust collar.

- For axial probe installation, we need the help of machinery section, they adjust the rotor in the center of its clearance, and then we adjust the probe in same way as we do for vibration probe.
- First we calculate the total float of the rotor such as, total float is 0.25 mm.
- Set the rotor in the center of its clearance with the help of machinery section.
- Adjust the probe at 10.0 volts.
- When thrust monitor will show zero value, it means the probe is properly gapped, fix the probe by tightening the lock nut.
- After the probe is fixed in position, the probe integral cable must be securely fastened to prevent incidental failure.
Extension Cable Installation
Before the extension cable is installed, make sure its electrical length plus electrical length of probe integral cable equal the electrical length required by the proximeter. Be sure that the cable should be routed inside the flexible, conduit. Always protect the connector from contamination with proper protector.
Proximeter Installation
The Proximitor installation is primarily governed by the length of the extension cable to the probe and the environmental condition considerations.
The proximeter should be mounted in an enclosure then provides protection from mechanical damage and contamination. The protective enclosure should be weather proof and free of loose metal parts that could short circuit the proximeter terminals.
The Proximitor is not normally affected by vibration, dust, humidity, or most gases. However, it is necessary to mount the Proximitor in a location where it is not subjected to temperatures in excess of 65 °C (150 °F). Temperature in excess of 65 °C may cause permanent damage to the Proximitor.
Please check also: Vibration measurement basic paramters
The proximeter should be mounted in an enclosure then provides protection from mechanical damage and contamination. The protective enclosure should be weather proof and free of loose metal parts that could short circuit the proximeter terminals.
The Proximitor is not normally affected by vibration, dust, humidity, or most gases. However, it is necessary to mount the Proximitor in a location where it is not subjected to temperatures in excess of 65 °C (150 °F). Temperature in excess of 65 °C may cause permanent damage to the Proximitor.
Common Probe Installation Errors
- Measurements for probe installation were not sufficient to allow for a proper fit. Probe or mounting must be redesigned.
- External holes in the case where drilled at an angle that put the probe face too for to one side of the shaft centerline resulting in un calibrated, abnormally low peak to peak readings. Probe or mounting must be redesigned or rebuilt.
- The probe was mounted over chrome plating, coupling hubs, or shrunk on collars, resulting in erratic readings.
- When an axial position probe is mounted at the opposite end of the rotor from the thrust bearing, very high thrust position changes occur that are unrelated to thrust bearing condition.
- When probes are mounted in a bracket or housing and do not extend through the hole, a false “Ok” indication results. This is a dangerous condition because all indications are that the probe is observing the shaft when is it not.
- Insufficiently radial probe mounting brackets, resulting in resonance with the frequency of interest and of large amplitude. Vibration readings are meaningless for protection service. Actual shaft vibration may be actually higher or lower than indicated.
- Conduit attached to small probe body , putting excessive strain on the body. This results in eventual lead failure or broken probe.

Satisfactory Unsatisfactory Figure. Proper Axial Probe Mounting Location
8. Probe gapped at 25 mils (0.6 mm) because “there are 50 mils (1.3 mm) of linear range.” The linear range does not start at zero; it actually starts at 20-30 mils (0.5 to 0.8 mm) and then is linear for another 50 mils, for 3000 series probes.
twist load removed. Never mate connectors without first checking for contamination; clean with a mild solvent and compressed air.
Could anyone tell me the deadline for Barcan+Kirby LLP vacation schemes? Some students on the latestlawjobs.com chat informed me that I may find some lawyers on this forum. Thanks