Manual Welding Methods – Welding Selection Criteria
1. SCOPE
2. REFERENCES
3. GENERAL SELECTION CRITERIA
4. DETAILED CRITERIA FOR MANUAL WELDING
4.1 FGW – Fuel Gas Welding with Oxyacetylene
4.2 SMAW – Shielded Metal Arc / Stick Electrode Welding
4.3 GTAW – Gas Tungsten Arc (Previously TIG) Welding
4.4 GMAW – Gas Metal Arc (Previously MIG) Welding
4.5 FCAW – Flux Cored Arc Welding
TABLE
I Welding Methods – Economy versus Usability
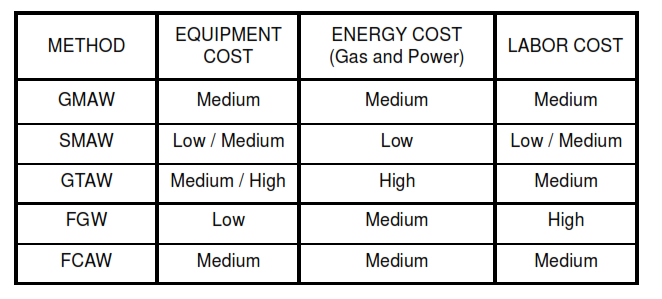
II Relative Costs for Welding Methods
This article provides selection criteria for manual welding methods suitable for certain metal and joining applications.
3. General Selection Criteria
3.1 Each method has certain characteristics which make it more suitable than another for a given application or metal. The considerations which determine degree of suitability are inherent limitations, degree of quality required, convenience, and the cost of making the weld. The fact that joint preparation is the same for the various methods simplifies selection of the welding method.
3.2 Assuming suitability of method and adequate operator skill, select the method which will provide acceptable weld quality at the lowest cost, see Table I.
3.3 Since it is impractical to detail all the applications which exist in SABIC, these are grouped by broad application in Table I. Also, circumstances may cause exceptions to the guidelines which follow. For example, while arc welding a joint in 101.6 mm (4 in) Schedule 40 pipe costs less than to oxyacetylene weld it, the latter method would be a great deal less costly if the joint were in a remote location where power was not available.
3.4 Also consider the skill of the operator when selecting the welding method. An operator with an acceptable skill level with one method may have unacceptable skill levels with other methods for a given application. In such cases, alternatives are nonexistent, and the welding is done by the one method available.
4. Detailed Criteria for Manual Welding
4.1 FGW – Fuel Gas Welding with Oxyacetylene
4.1.1 This method, described in detail in SES W04-F01, utilizes suitable pressure regulators, hoses, torch, and tips to correctly mix oxygen and the fuel gas, most often acetylene, to produce a flame temperature of 3482 C (6300 F). Properly controlled and manipulated, the flame can be used to melt most commercial metals. With suitable joint designs and filler rod, high quality welds can be made.
4.1.2 For equipment and operating costs, see Table II.
4.1.3 Because of the low flame temperature as compared with electric arc welding methods, welding progresses at a slower rate. Labor costs are, therefore, usually at least 4 times greater.
4.1.4 Portability of gas welding equipment is excellent. Mounted on a two-wheel hand truck especially equipped to hold gas cylinders securely, equipment can readily be moved where desired. For short duration jobs where power for arc welding equipment is not readily available, and engine driven generators are not available, the gas method offers a convenient and practical solution.
4.1.5 Skill requirements for gas welding are average. Experience and practice are needed to develop the skill to produce acceptable weld quality on a large variety of applications.
4.2 SMAW – Shielded Metal Arc / Stick Electrode Welding
4.2.1 This method, described in detail in SES W05-F01, utilizes a constant current power source to produce an electric arc between a consumable flux covered electrode and the work. Metal in the form of droplets passes from the electrode through the high temperature arc and fuses to the metal at the weld joint. By proper manipulation of the electrode, the operator can produce a high quality weld deposit on numerous metal joining applications. Because of the 5538 C to 6649 C (10,000 F to 12,000 F) arc temperature, welding proceeds rapidly.
4.2.2 For equipment and operating costs, see Table II.
4.2.3 Labor costs are lower than for oxyacetylene welding because of rapidity of welding. See Table I for comparison with other methods.
4.2.4 Equipment may be provided with wheels for portability and can be moved to locations where suitable receptacles are located or where cables can be run. Engine driven generators are available which may be mounted on trucks or may be procured on a trailer chassis. These are excellent where the volume of work in areas remote from electric power justifies the investment. This type of unit costs 50 percent more than that described in 4.2.1.
4.2.5 Skill requirement for SMAW welding is average. Only experience and constant practice will develop the skills for all-around applications.
4.3 GTAW – Gas Tungsten Arc (Previously TIG) Welding
4.3.1 This method, described in detail in SES W06-F01, utilizes the same general power source as described in 4.2.1, although for the welding of aluminum and magnesium, alternating current with high frequency (HF) superimposed, is usually employed. A torch incorporating a nonconsumable electrode, usually tungsten with small additions of thoria or zirconium, is utilized. A nozzle, or ‘cup’, is provided to concentrically surround the electrode, and to direct a flow of inert gas, usually argon, around the electrode and onto the weld pool and adjoining metal. This protects them from the detrimental effects of atmospheric oxygen and nitrogen. By proper manipulation of the arc and addition of filler wire, very high-quality welds can be made. This method is very sensitive to breezes or drafts in the area of welding, as these tend to disturb the gas blanket.
4.3.2 For relative equipment and operating costs, refer to Table II.
4.3.3 Labor costs lie roughly between those for gas and shielded metal arc welding. See comparisons in Table I. The need to add filler rod by hand slows up the process considerably in comparison with shielded metal arc welding. The flame temperature of 5538 C to 6649 C (10,000 F to 12,000 F) allows welding to progress at a considerably faster rate than gas welding.
4.3.4 Equipment portability is similar to that described in 4.2.4.
4.3.5 Skill required for this method is average. In this method also, experience and practice are needed to develop the skills to handle a variety of applications.
4.4 GMAW – Gas Metal Arc (Previously MIG) Welding
4.4.1 In this method, described in detail in SES W07-F01, a constant-voltage power source is used with a wire feeding mechanism to push small diameter electrode wire at a rapid rate through a suitable cable and gun assembly and through a nozzle to the workpiece. Shielding gas flows through the nozzle to protect the electrode wire, metal in the arc zone, and molten weld pool, from the detrimental effects of oxygen and nitrogen. Very high current densities are employed. The short circuiting arc generally utilized with the manual versions of this method results in a relatively cool weld pool, which facilitates welding in the vertical and overhead positions. The high current densities provide high deposition rates. Proper manipulation of gun provides very good weld quality. GMAW method is not as sensitive to air drafts as GTAW welding, but is not as tolerant as GMAW or SMAW.
4.4.2 For equipment and operating costs, refer to Table II.
4.4.3 Labor costs average about half those for shielded metal arc because of the speed at which welding progresses. See Table II for comparisons.
4.4.4 Equipment is available in portable versions as described in 4.2.4.
4.4.5 The skill requirement for gas metal arc welding is significantly less than for the other methods. This is not to say that a novice can do acceptable work, but that less instruction is needed at the outset, and it takes less experience and practice to achieve proficiency for a variety of applications for which the method is suitable.
4.5 FCAW – Flux Cored Arc Welding
4.5.1 This method, described in detail in SES W08-F01, produces the fusion of metals by using an arc between a continuous filler metal electrode and the weld pool. Shielding is provided by a flux contained within the tubular electrode. It may or may not be supplemented by an externally shielding gas. The feature that distinguishes the process from other welding processes is the enclosure of fluxing ingredients within a continuously fed electrode.
4.5.2 Equipment used in semiautomatic welding is generally the same as GMAW. See Table II. The major difference is the provision for supplying and metering gas to the arc of the gas shielded electrode.
4.5.3 High productivity can be achieved for many operations. Weldments can be produced conforming to ASME code. The process can be used with gasless electrodes or with shielding gas electrodes.
4.5.4 A disadvantage is the high production of smoke and fume. Follow safe practices prescribed in SES W02-F01. Also, gun to cable assemblies are generally much heavier than GMAW applications.
TABLE I – Welding Methods – Economy Versus Usability
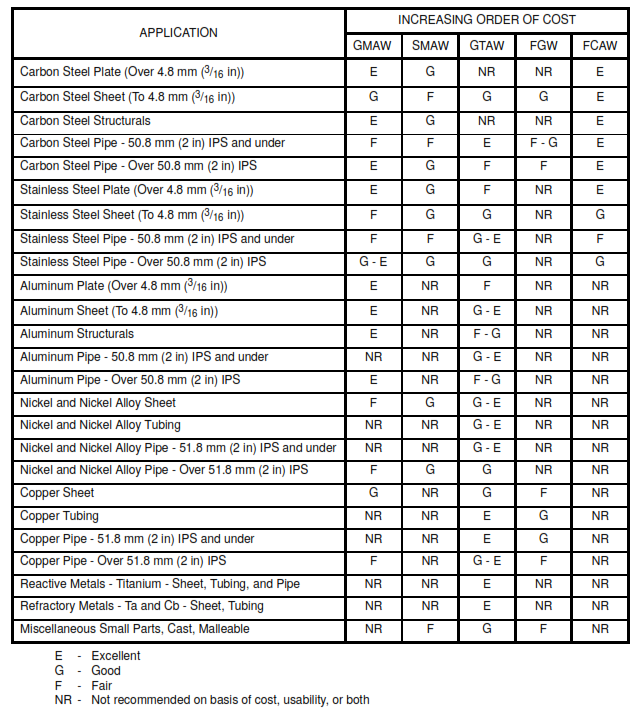
TABLE II – Relative Costs for Welding Methods