1. GENERAL
2. PAINTING
2.1 GENERAL OF PAINTING WORK
2.2 APPLICATION OF PAINTING
2.3 INSPECTION
2.4 REPAIR PROCEDURE
3. ATTACHMENTS
3.1 PRODUCT DATA SHEET FOR INTERNATIONAL
3.2 PRODUCT DATA SHEET FORJOTUN.
3.3 PRODUCT DATA SHEET FOR PPG.
1. GENERAL
1.1 Scope
This procedure covers the minimum requirements for shop painting and rust prevention of the following equipments to be used in plants and refineries.
1.2 References
1) SAES-H-001 : Coating Selection and Application Requirements for Industrial Plants and Equipment.
2) SAES-H-IOIV: Approved Saudi Aramco Data Sheets- Paints and Coatings.
3) S-000-13A0-001_0FI : Supplemnetary Specification For External Coating.
4) H-000-1351-002_00C_0010 : Painting Instructions to Vendor for Pressure Vessels/Heat Exchangers.
2. PAINTING
2.1 General of Shop Painting Work
1) Painting shall be applied after the completion of the related fabrication work of equipment.
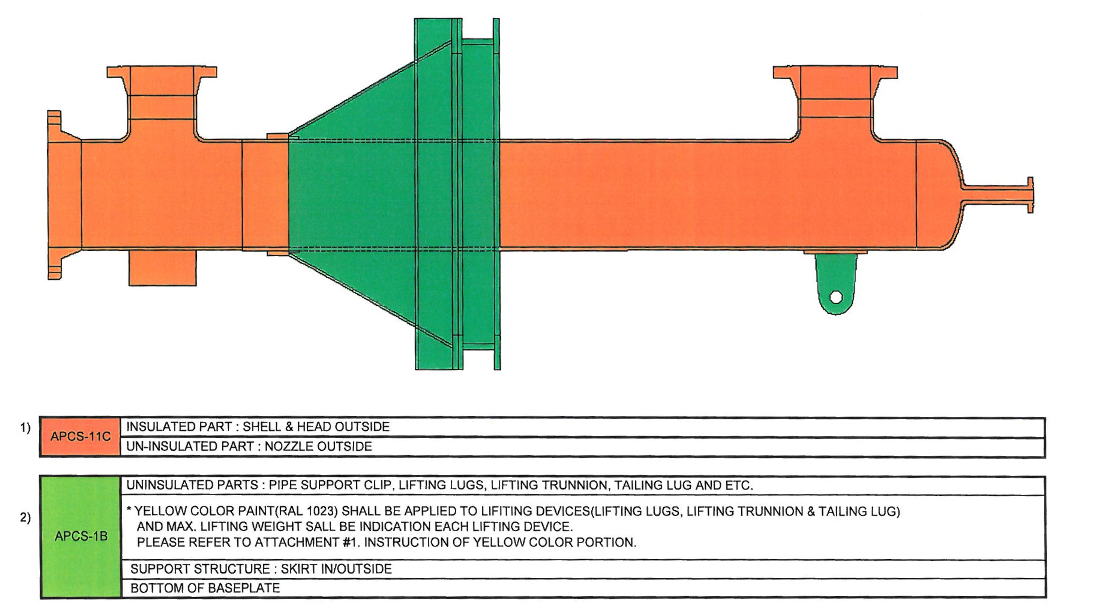
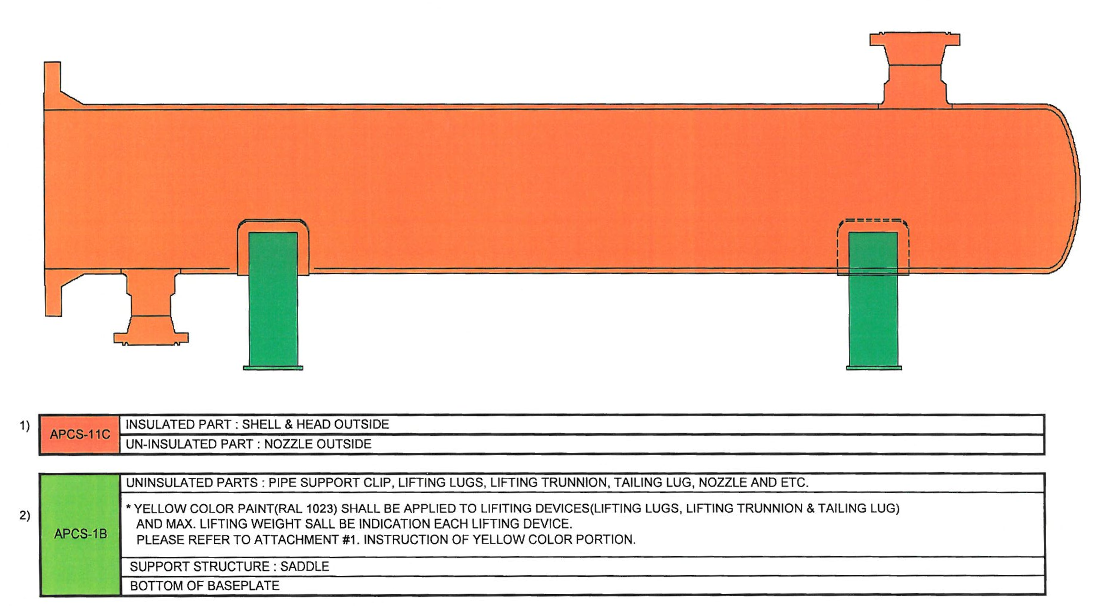
2) Extent of shop painting
Shop painting shall be applied for external surface of equipment including external attachments.
3) The following areas shall not be blasted nor coated, and where such surfaces form a part of the surfaces which shall be blasted and coated they shall be protected properly from blasting and subsequent coating.
Any point spot or streak which may have formed shall be removed immediately.
- Internal surfaces of pipe and equipment.
- Machined surfaces, gasket contacted surfaces of flange.
- Non-ferrous metal surfaces(e.g., aluminium, brass, copper, Inconel or Monel).
- Surfaces which should obviously not be painted (e.g., nameplates, valve stems, shafts, mechanically finished surfaces).
- Brickwork, concrete structures and foundations, fire proofing, building floors, and pavement not subject to attach from corrosive substances.
- Aluminum or galvanized metal including insulation weather resisting materials.
- Metallic, aluminum pigmented or light colored insulation coating (fabric reinforcement and mastic).
- Stainless steel and Aluminium surfaces unless otherwise specifically called for.
4) Surfaces shall not be abrasive blast cleaned when the ambient or the substrate temperature is less than 3 ·c above the dew point temperature. And surface preparation shall not take place when the ambient air temperature is below 5C when the relative humidity is greater than 85%(for Inorganic zinc, relative humidity up to 95%) or not exceed the published limits established by the paint manufacturer.
5) Painted surfaces shall not be handled until the paint has dried thoroughly.
6) Surface preparation should be suspended when adverse weather conditions arc likely to humid after surface preparation and before painting.
7) Painting shall be applied under the paint manufacturer’s recommended application method and condition.
8) Painting shall be done in dry weather condition on surfaces free from dirt, oil and moisture. Outdoor painting shall not take place under adverse weather conditions, in particular rain, sand storm or any other air born particulates.
2.2 Application of Painting
2.2.1 Surface preparation
1) Surface preparation shall remove rust, mill scale, any grit, rust, preventive film together with surface contamination, such as grease, dust and solid pollution.
2) Method and grade of surface preparation shall be conducted in accordance with Table 2.
3) Blast cleaned surfaces left uncoated for more than four(4) hours shall be re-blasted to the specified standard.
4) All necessary precautions shall be taken to ensure that previously painted areas are not damaged or contaminated by blasting operations.
5) All welded areas shall be given special attention for removal of welding flux crevices. Welded areas shall be free from alkaline residue.
6) The steel iron grit type abrasive will be used for metallic surface and non-metallic abrasive will be used for non-metallic surface.
2.2.2 Painting work
I) Painting schedule, such as extent of painting, surface preparation, paint application, number of coats and dry film thickness, shall be conducted in accordance with Table 2.
2) The thinning and mixing amount shall be in accordance with paint manufacturer’s instructions.
3) Paint film shall be free from defects or damage.(e.g. bubble, curtains, tears, crack) If the prime coat has been damaged by welding or physical abuse, the damaged areas shall be cleaned by means of hand tool cleaning and/or power tool cleaning, prime coat restored to the specified thickness.
4) Coating shall be brushed or roller on areas, which cannot be properly sprayed.
And it shall be applied for “touch-up” or repairs to localized damaged paint or areas of incorrectly applied application.
5) A stripe coat of primer or high build coat shall be applied by brush to all weld areas, edges, comers, nuts, bolts and all hard-to-reach area.
2.3 Inspection
1) Verification of surface shall be performed by visual in accordance with Steel Structure Painting Council (SSPC) specification.
2) The finished paintwork shall have the correct shade, degree of gloss and evenness.
3) The painted surface shall be free from defects that could have a detrimental effect on the coating quality.
4) After each coat, dry film thickness shall be measured by a calibrated dry film thickness gauge in accordance with SSPC PA-2. The average value of D.F.T readings taken over according to SSPC PA-2 should be equal or exceed the N.D.F.T and in no case should any reading be less than 80% of the N,D.F.T And then, maximum allowable D.F.T shall be followed Paint manufacturer’s recommendation.
5) Painting inspection shall be conducted in accordance with Table 1.
6) Inspection shall be performed in accordance with “Coating inspection report”.
2.4 Repair procedure
1) Any defect or damage that may occur shall be repaired before the application of further coats.
2) Areas which are to be coated shall be thoroughly cleaned and free from grease, oil and other contaminants, and shall be dried.
3) The paint system shall then be applied to bring the areas up to the original thickness and standard as the undamaged areas, each coat of new paint overlapping the existing coat by at least 25mm.
4) All paint applied in repairing damaged paint work shall be on fully prepared and thoughly clean and dry surfaces.
5) All repairs shall be subject to inspection.
6) Paint film shall be free from defects or damage.(e.g. bubble, curtains, tears, crack). If the primer coat has been damaged by welding or physical abuse, the damaged areas shall be cleaned in accordance with ISO 8504-3 by means of hand tool cleaning and/or power tool cleaning and recoated.
Table 1: Inspection Procedure