What Does Postweld Heat Treatment (PWHT) Mean? Post Weld Heat Treatment (PWHT) is a crucial process in the world of welding and fabrication, aimed at improving the integrity, strength, and durability of welded structures. This article delves into the technical aspects of PWHT, exploring its purpose, methods, benefits, and considerations in various industries.
What is Post Weld Heat Treatment (PWHT)?
PWHT is a controlled process that involves heating and cooling welded components to specific temperatures under controlled conditions. It is typically carried out after welding to alleviate residual stresses, improve mechanical properties, and enhance the overall performance of welded structures. The process is essential for preventing issues like cracking, distortion, and reduced corrosion resistance.
Post weld heat treatment (PWHT) is a carefully controlled process that involves reheating a welded material to a temperature below its lower critical transformation point. This heated state is maintained for a specific period. While the term “post weld heat treatment” can refer to any heat treatment done after welding, it holds a special meaning in industries like oil, gas, petrochemicals, and nuclear sectors.
In industries governed by codes like ASME Pressure Vessel and Piping Codes, PWHT is often required for certain materials to ensure that designs are safe and that mechanical and metallurgical properties are optimal. The primary reason for needing PWHT is the residual stresses and microstructural changes that emerge after welding.
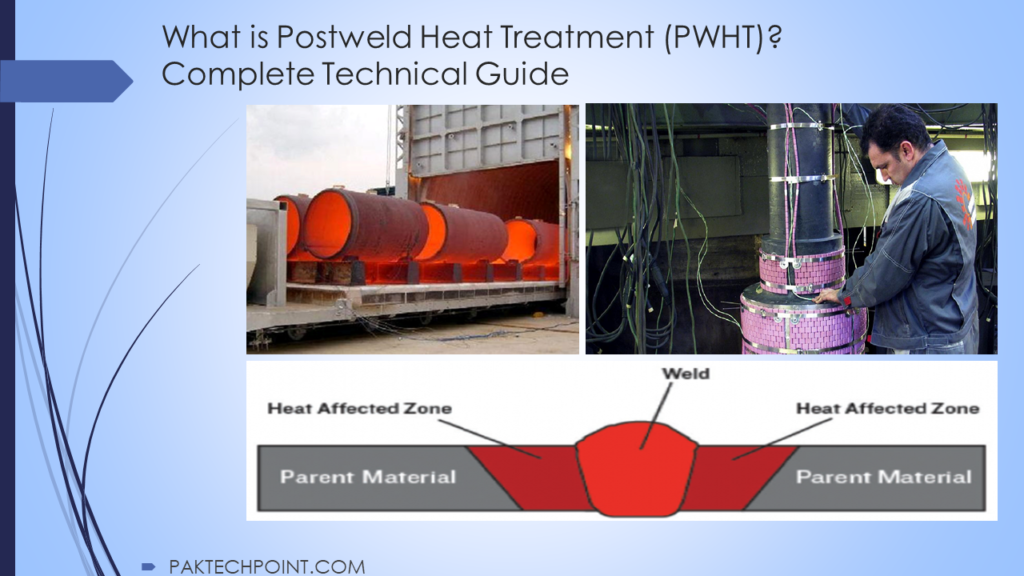
During welding, there’s a significant temperature difference between the weld metal and the parent material, leading to residual stress as the weld cools down. For thicker materials, these stresses can exceed acceptable levels, posing a risk. PWHT involves heating the part to a specific temperature for a set time to reduce these stresses.
Additionally, welding’s high temperatures can cause microstructural changes that increase material hardness and decrease toughness and ductility. PWHT can reverse excessive hardness and enhance toughness and ductility to levels that are safe for design.
Different pressure vessels and piping codes mandate PWHT based on factors like material composition and thickness. Codes like ASME Section VIII and ASME B31.3 might require PWHT for materials above a certain thickness. Sometimes, PWHT is necessary due to the material’s microstructure alone. In cases where components are vulnerable to stress corrosion cracking, PWHT is obligatory, irrespective of thickness.
Post weld heat treatment (PWHT) includes a range of potential treatments, with two of the most frequently used approaches being post heating and stress relieving:
What is Post Heating?
In the intricate world of welding and metallurgy, one often encounters the formidable challenge of hydrogen-induced cracking (HIC). This insidious phenomenon can lead to catastrophic failures in welded components, emphasizing the significance of preventive measures like post heating. Let us delve into the depths of post heating, a technique that holds the potential to thwart the menace of HIC and ensure the integrity of welded structures.
Understanding Hydrogen-Induced Cracking:
Hydrogen-induced cracking, also known as hydrogen embrittlement, arises from the interaction between hydrogen atoms and susceptible microstructures in certain materials. This nefarious interaction occurs most prominently when a trifecta of conditions aligns: a sensitive microstructure, elevated stress levels, and a sufficient reservoir of hydrogen. The result? Cracks that can compromise the mechanical integrity of welded components.
Enter Post Heating: A Shield Against HIC:
In the battle against hydrogen-induced cracking, post heating emerges as a formidable ally. This technique involves subjecting the weldment to controlled heat immediately after welding. By doing so, the aim is to expel the hydrogen trapped within the microstructure before it triggers embrittlement. The process hinges on the principle that hydrogen embrittlement tends to occur at temperatures close to ambient levels, especially in ferritic steels.
The Mechanics of Post Heating:
The post heating process is not a one-size-fits-all approach. It involves meticulous control of temperature and duration:
- Temperature: The weldment is heated from its interpass temperature to the post heat temperature. For instance, a common post heating temperature is 230°C (446°F).
- Duration: The weldment is held at the post heat temperature for a specific duration. A rule of thumb is maintaining this temperature for an hour per inch of thickness.
Stress Relieving:
After welding is finished, a material can be left with significant residual stresses. These stresses, if not addressed, can increase the risk of issues like stress corrosion and hydrogen-induced cracking. Post weld heat treatment (PWHT) comes into play to alleviate these stresses and minimize such risks.
The stress relieving process consists of heating the material to a specific temperature and then slowly cooling it down. This controlled heat treatment helps to gradually release the residual stresses that build up during welding. As a result, the material becomes more stable and less prone to developing problems like stress corrosion and cracking caused by hydrogen.
Materials used in PWHT
Post Weld Heat Treatment (PWHT) involves subjecting a welded component to controlled heating and cooling cycles to relieve residual stresses and improve material properties. The materials used in PWHT vary depending on the type of component, its application, and the welding process involved. Here are some common materials used in PWHT:
- Base Materials:
- Carbon Steel: Commonly used in various industries, carbon steel components undergo PWHT to reduce residual stresses and improve toughness.
- Alloy Steels: Alloying elements like chromium, molybdenum, and nickel are added to carbon steel to enhance specific properties. Alloy steel components may require PWHT to optimize these properties after welding.
- Stainless Steels: Stainless steels are used for their corrosion resistance. PWHT helps maintain the desired corrosion resistance and mechanical properties.
- Weld Consumables:
- Welding Electrodes: Electrodes used for shielded metal arc welding (SMAW) or stick welding can have specific compositions for various applications. PWHT ensures proper bonding between the weld and base metal.
- Filler Wires: Used in gas tungsten arc welding (GTAW) or gas metal arc welding (GMAW), filler wires require PWHT to homogenize the welded joint.
- High-Strength Steels:
- High-strength steels, often used in structural components, pipelines, and pressure vessels, may require PWHT to optimize their mechanical properties and reduce brittleness.
- Aluminum Alloys:
- Aluminum alloys are used in various applications, including aerospace and automotive industries. Some aluminum alloys may undergo PWHT to relieve stresses and prevent distortion.
- Nickel Alloys:
- Nickel-based alloys offer excellent corrosion resistance and high-temperature properties. PWHT can help maintain their desired properties in welded components.
- Titanium Alloys:
- Titanium alloys are known for their strength-to-weight ratio and corrosion resistance. PWHT can improve the weld’s integrity and ensure consistent properties.
- Duplex Stainless Steels:
- Duplex stainless steels combine the benefits of austenitic and ferritic stainless steels. PWHT helps prevent phase separation and maintains the duplex structure.
- Pressure Vessel Steels:
- Steels used in pressure vessels are subject to strict codes and standards. PWHT is often required to meet the material specifications and ensure safety.
- Non-Ferrous Metals:
- Non-ferrous metals like copper and its alloys may undergo PWHT to relieve stresses and improve formability.
The selection of materials for PWHT depends on factors such as the application, service conditions, welding process, and code requirements. It’s important to adhere to industry codes and standards to ensure that the PWHT process effectively improves the component’s properties while maintaining safety and performance.

Code Requirements and Industry Standards:
Post heating is not just a theoretical concept; it holds tangible importance in welding codes and industry standards:
- ASME and NBIC: The American Society of Mechanical Engineers (ASME) Section III and the National Board Inspection Code (NBIC) explicitly address the necessity of post heating. These codes recognize the effectiveness of this technique in mitigating hydrogen-induced cracking.
- Critical Repairs and FCP: In instances of critical repairs, such as those outlined under the Fracture Control Plan (FCP) in the AASHTO/AWS D1.5 bridge welding code, post heating becomes a pivotal requirement. However, it’s essential to note that post heating is not obligatory in cases where the underlying causes of hydrogen-induced cracking are absent.
The Essence of Prevention:
Post heating is, at its core, a preventive measure. By eliminating the hydrogen lurking within the microstructure, it nips hydrogen-induced cracking in the bud. This proactive approach not only ensures the structural integrity of welded components but also engenders confidence in their performance, especially in critical applications.
Purpose of PWHT:
- Stress Relief: During welding, thermal stresses are generated due to non-uniform heating and cooling. PWHT helps relieve these stresses, preventing potential cracks and distortions that can compromise the structural integrity.
- Mechanical Properties Enhancement: PWHT refines the microstructure of the weld and base material, leading to improved mechanical properties such as strength, toughness, and ductility.
- Hydrogen Removal: Welding can introduce hydrogen into the material, making it susceptible to hydrogen-induced cracking. PWHT helps remove hydrogen by diffusion, reducing the risk of cracking.
- Homogenization: PWHT promotes uniformity in microstructure and hardness across the weld and heat-affected zone, reducing susceptibility to brittle fracture.
Methods of PWHT:
There are several methods of conducting PWHT, each with its advantages and limitations:
- Furnace PWHT: Components are placed in a controlled furnace and heated to the desired temperature, followed by controlled cooling. This method ensures uniform heating and cooling, making it ideal for large and complex structures.
- Resistance PWHT: Electrical resistance heating is applied to localized areas, making it suitable for specific sections of a component.
- Induction PWHT: Induction heating uses electromagnetic fields to heat components quickly and uniformly, making it efficient for localized treatment.
Temperature and Time:
The success of PWHT relies on precise temperature and time control:
- Soaking Temperature: The temperature at which the material is held for a specific time to achieve desired transformations. It is determined by material composition and thickness.
- Soaking Time: The time the material spends at the soaking temperature. It allows for diffusion of hydrogen and other impurities, promoting microstructural changes.
- Cooling Rate: Controlled cooling is essential to avoid rapid cooling-induced stresses. Cooling rates vary based on the material, its thickness, and desired properties.
Considerations and Challenges:
- Material Sensitivity: Different materials respond differently to PWHT. While carbon steels often benefit, some high-strength alloys can experience reduced properties.
- Distortion and Warping: Rapid cooling can lead to distortion and warping. Proper fixturing and control of cooling rates are crucial to mitigate these issues.
- Residual Stress Management: While PWHT reduces residual stresses, improper application can create new stresses. Careful planning is necessary to achieve the desired outcome.
- Hydrogen Embrittlement: Some materials are prone to hydrogen embrittlement after PWHT due to absorbed hydrogen. Preheating and careful handling are required to prevent this.
Applications of PWHT:
PWHT finds applications in various industries:
- Oil and Gas: Pipelines, pressure vessels, and refinery equipment benefit from improved corrosion resistance and toughness.
- Aerospace: Aircraft components require optimal strength and fatigue resistance, making PWHT essential.
- Power Generation: Turbine blades and steam pipes undergo PWHT to enhance resistance to high temperatures and stresses.
- Structural Engineering: Large structural components, such as bridges and buildings, are subject to PWHT for enhanced strength and stability.
Quality Control and Standards:
Various standards, including those set by ASME, AWS, and API, provide guidelines for PWHT procedures, temperatures, and documentation. Quality control measures like temperature recording, thermocouples, and heat treatment charts ensure the process’s consistency and compliance.
Conclusion:
Post Weld Heat Treatment is a fundamental process that plays a vital role in enhancing the mechanical properties, durability, and overall performance of welded structures. Its application requires a deep understanding of material behavior, thermal cycles, and careful planning to achieve the desired outcomes. With proper execution, PWHT contributes to safer, more reliable, and longer-lasting welded components across a diverse range of industries.