1. PURPOSE
The purpose of this procedure is to define Surface Preparation methods and Protective Coatings to be applied.
2. REFERENCE STANDARDS
The Technical details for Surface Preparation and Protective Coating shall be take from:
• SAES-H-001.
• SAES-H-101V.
• SAES-B-067.
• SAEP-316
• 12-SAMSS-007.
• JGC Technical Specification. S-000-13A0-001 & S-000-13A0-002.
• S.S.P.C. codes of practice or SIS055900 for degree of cleanliness.
• The paint manufacturer’s technical data and instruction for paint applications.
3. GUIDELINES
3.1 Surface Preparation Procedure
3.1.1 Abrasive shall be kept dry and clean. Regardless of the type of abrasive than 50 PPM, sulfate content shall be less than 50 PPM, the chloride shall be less than 50 PPM and calcium carbonate shall be 1.0% maximum by weight
3.1.2 In preparing any surface to be coated, all loose paint, dirt, grease, rust, scale, weld slag or any other extraneous material shall be removed and defects repaired, so as to obtain a
clean, dry, even surface to receive the priming or finishing coats as called for in the painting requirements.
3.1.3 Compressed air supply quality check shall be done by Blotter Test (as per ASTM 04285) at the start and midpoint of each 8 hour shift.
3.1.4 The roughness of the cleaned surface shall meet the recommendations of the primer paint manufacturer.
3.1.5 Solvent cleaning for removing any visible. oil, grease from galvanized items prior to sweep blasting.
3.2 Preparation of Coating Materials
3.2.1 Primer or paint shall be mixed in accordance with the paint manufacturer’s instructions. Mixing of the paint ingredients shall be done in open containers in a well ventilated area. All ingredients in any container shall be thoroughly mixed and shall be agitated frequently during application to keep the solids in suspension.
3.3 Application of paint materials
3.3.1 Apply paint within 4 hrs after blasting finished and inspected . Prior to painting, check that relative humidity shall not go above 85%. Steel surface temperature shall be 3° C above the dew point.
3.3.2 Painting work shall not be performed if the substrate surface temperature is less than 5 °C or above 50 °C . Do not leave the blasted materials unpainted overnight.
3.3.3 The compressed air supply shall be free of oil, moisture and contamination ..
3.3.4 Generally, spraying of the paint will be done by means of Airless Spray to obtain uniform and correct film thickness as specified in the contract. Wet film thickness shall be monitored to control the required minimum dry film thickness.
3.3.5 Between applied coats the minimum and maximum drying time and temperature has to be observed strictly in accordance with paint manufacturers recommendations.
3.3.6 Dry Film Thickness (DFT) : To the maximum extent practical, the coats shall be applied as continuous film of uniform thickness. Over spray, skips, runs sags and dips shall be removed.
Coating System will be as follows:
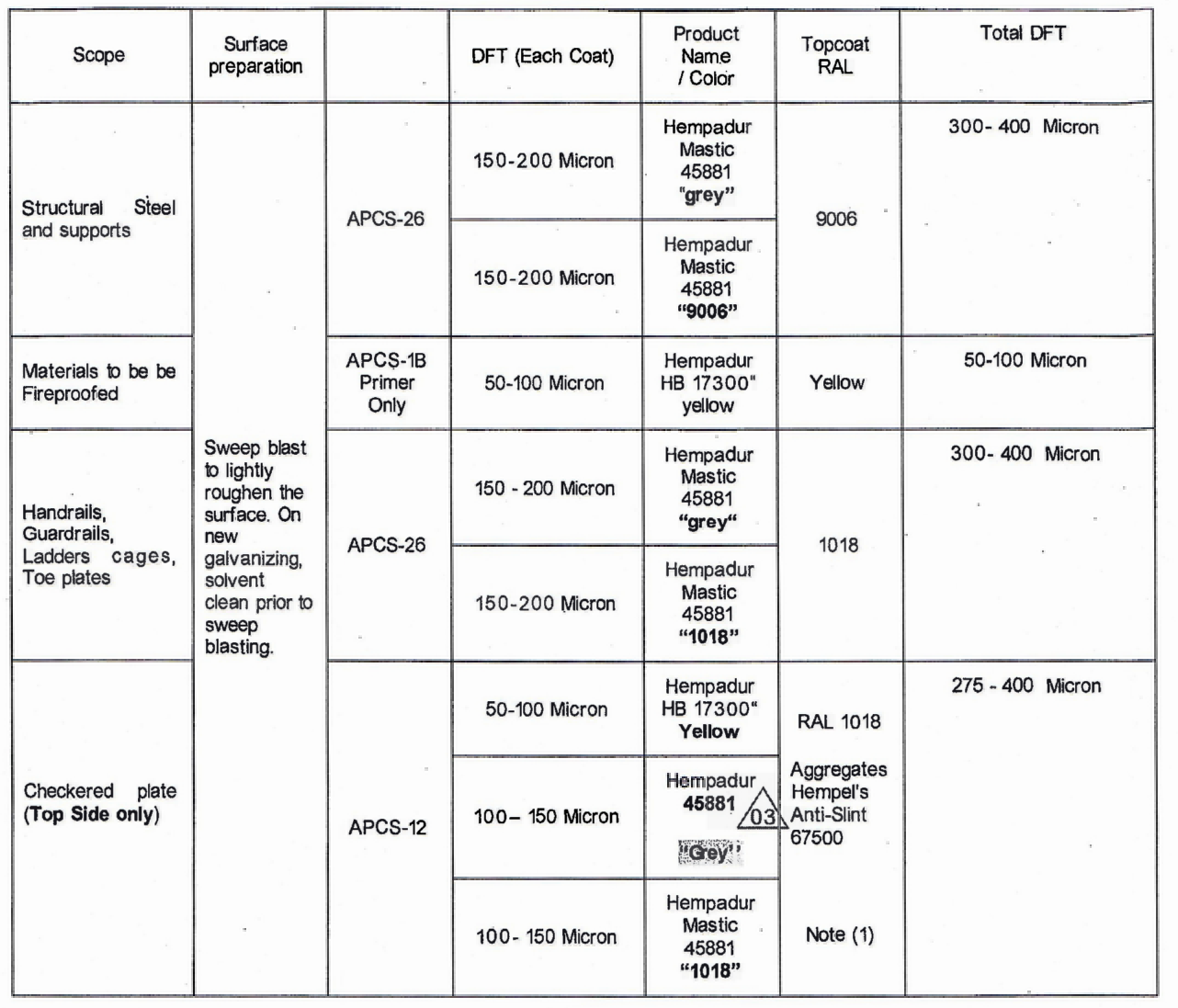
Note: Only top side to be painted.
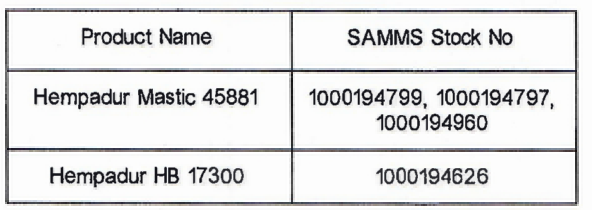
3.3.8 Coating Materials will be thru Hempel ARAMCO approved product below.
3.3.9 Repair Procedure for Damaged Coatings :
• Clean defective area by solvent detergent wash. Surfaces to be repaired shall be cleaned by solvent cleaning and/or lightly brushed ensuring that the surface is free of all contaminations prior to applying the following coats.
• The coating around the damaged area shall be damaged to ensure continuity of the patch coating. The full coating system shall then be reapplied strictly in accordance with the specified coating system.
• For the Coating Damage Exposing Substrate Surface The damaged area shall be cleaned as originally specified or paint manufacturer’s recommendation and the full coating system reapplied in accordance with the specified coating system.
3.4 Inspection procedure
3.4.1 Surface Preparation
Q.C. Inspector shall check the surface of the blasted materials as per required surface preparation and ensure the clean surface must be free from mill scale, oil, grease, soil, cement, salt, acids or other corrosive chemicals, which are harmful for painting. He shall follow Work Instruction No. 5-1-15.
3.4.2 Surface profile shall be inspected by using Testex Tape (Press-O-Film).
3.4.3 Degree of surface cleaning shall be inspected visually by comparing the blasted surface with photographic standards as per SIS.
3.4.4 Relative humidity, dew point and substrate temperature shall be recorded at least thrice per day (8:00AM, 11 :00AM & 1 :30PM).
3.4.5 Before painting, type of paint mix ratio as per paint suppliers recommendation shall be inspected.
3.4.1 After completion of painting, dry film shall be visually examined to establish application defects such as over spray, dirt inclusion, blisters, sag runs adhesion, pinholes, voids, spatter and thin spots. Any observed defects shall be rectified before release.
3.4.2 Paint coating dry film thickness shall be measured by using an Elcometer (DFT Gauge) Observation data shall be recorded in Painting Inspection Report.
3.4.3 Elcometer (DFT Gauge) shall be calibrated prior to use as per manufacturer’s instruction, at least once per day or as frequently as deemed necessary.
3.4.4 If the results of DFT is varying from the specified value or if any defect is observed on the paint surface, it shall be sent for rectification.
3.4.5 Rectified surface shall be re-inspected for its completeness.
4. TESTING EQUIPMENT
All quality control equipment listed in attachment A of SAES-H-001 shall be available and properly calibrated as per “Calibrate Equipment” (Doc. No. : 18-3-00). Equipment calibration shall be performed at established periods as specified in in Client Technical Specifications, other applicable standards, or manufacturer recommendations; if no standards apply, the calibration shall not exceed 12 months.
PAINTING INSPECTION REPORT
