TOOLS AND EQUIPMENT INSTALLATION OF ROTARY MACHINE
Tools and equipment needed should be in good condition and must be checked by competent person and respective supervisor prior to use in the plant. Third Party
vehicle and equipment inspections and vehicle stickers required. Certified where required. Calibration check must be conducted periodically and the report shall be maintained.
Tools for Installation of Rotary machine
These Includes but not limited to :
- Calibrated engineering level with calibration certificate
- Corrective wrenches all required range
- Certified sling and hoists
- Torque wrenches cover all range
- Hydraulic Tensioning Machine
- Portable vibrator meter and transducer
- Spreader Beam Pipe
- Welding machine
- Concrete drill
- Millwright Precision meter
- Theodolite
- Crane
- Hand held tachometers
- Dial indicators
- Alignment mirror
- Alignment dial indicators
- Pyrometers suitable for measuring bearing temperatures
- Portable vibrato meters and transducer.
INSTALLATION OF ROTARY MACHINE IN REFINERY METHOD STATEMENT
Foundation Preparation for Rotary Machinery:
- Confirm acceptances & turnover of civil works foundation with a signed copy of works release notice as per approved document prior to installation of rotary equipment.
- When release the foundation the following points shall be checked with the latest relevant drawing.
- Distinct position (center) marking and height (level) marking on the foundation, It will be referred for alignment work of level and position.
- Size and number of anchor bolt and nuts, position of anchor bolts with projection.
- Existence of damages and rust of threaded of buried anchor bolts with projection.
- Using theodolite establish center line of the rotary equipment unit. Mark center line on concrete foundation using paint/ prick punch.
- Trace center lines of foundation bolt holes with reference to grid lines. Check Verticality/plumbness of anchor bolt.
- Clean the surface thoroughly by blowing with oil-free from air compressor.
- Center lines lost due to chipping operations will retrace anew.
- Anchor bolts shall be protected properly to avoid damages during chipping/padding work and keep it up to the equipment installation.
- The elevation of the chipped top foundations shall allow for at least 25mm of grout under the base plate as per SAES-Q-005 Concrete Foundation.
- The bottom of the equipment bases shall be cleaned and free of laitance, oil or grease.
- In case that leveling jack bolts are not provided on the equipment base frame, it shall be perform using straight liners on both side of bolts basically.
- Laitance shall be removed from the surface of the foundation and boxes by chipping to ensure good adherence of padding and grout materials to the surface preparation.
Padding for Rotary Machinery
- Pads and liners shall be machined flat parallel and larger than the foot of base frame.
- Pads material shall be in accordance with ASTM A283 Gr. C, D or equivalent.
- Pad shall be hot dip galvanized in accordance with ASTM A 123 or coated with zinc rich epoxy primer in APCS-1C of SAES-H-101V as applicable.
- Pads shall be installed just below leveling jacks bolts. In case anchor boxes are applied, temporary pads must be set under the base frame beside anchor boxes. After filling the box with grout material, permanent pads shall be installed at the both sides of anchor bolt and the temporary pads shall be removed. Pads shall not be used in case leveling jack bolts are applied.
- Pad size shall be selected as per the anchor bolt size as follows:
-
-
- Bolt diameter M24 or 1 inch and below Pad width 50 mm
- Bolt diameter M30-M48 or 1-1/4 to 2 inches Pad width 75mm
-
- Number of pads shall be determined so the load pressure will be less than 30kg/cm2.The supporting load can be calculated as per following formula.
L=W/NxAxB
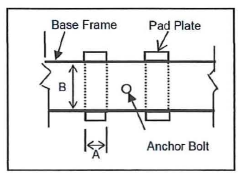
L: Load supported by pad (kg/cm2)
W: Lifting load of equipment (kg)
N: Number of pads
A: Width of pad plate (cm)
B: Width of base frame (cm)
- The length of pad shall be 20 mm to 30 mm longer than the width of the equipment bases.
- After finishing padding work, following points shall be checked.
- Position of center and elevation line of foundation
- Elevation and position of pads
- Cleanliness of concrete surface
- Condition of anchor bolts
Lifting of Rotary Equipment
- Lifting study shall be conducted prior to set any rotary equipment. For required cases use only approved lifting plan.
- Prepare lifting location were the crane will be located and position.
- Prepare and set all rigging accessories according to arrangement.
- Checked wind condition, lift shall not proceed when wind velocity is greater than required of crane.
- Stabilized ground areas where crane will be located and positioned. Crane mats shall be provided in accordance to findings of soil bearing pressure.
- Use only lifting plan approved by Company. Using crane, install rotary equipment on top of the foundation.
- Crane lift & rigging requirement shall refer to approved procedure.
- When installed check for final alignment and elevation. Tolerances shall be as describe in Para 7.8.
- Approved certified operators and equipments to be used for work.
Setting and Alignment for Rotary Machinery
- Rotary equipment shall be installed and aligned at the proper position. The tolerance of location, elevation and level shall be as per level tolerance, unless otherwise specified by VENDOR.
- When the “driver” is shipped separately from the common bed, the “driver” shall be installed after the alignment of common bed.
- In case no leveling jack bolts are applied, shims must be used for leveling. Thin stainless steel shim packs such as 3mm thickness shall be used. If equipment is foot mounted, the shims shall be the same size of the foot.
- When shims are used directly under channel or “H” beam, the shims shall cover the entire width of the channel or ‘H” beam and shall be a minimum of 4 (four) times as long as the diameter of the bolt.
- In case jack screws are used for leveling, pads may not be required to remove after grouting. However, if it is required, the jack screws will be released two turns and the hold down bolts shall be re-tightened after curing the grout.
- After installation of the equipment and until grouting commencement foundation surface shall be protected from harmful contaminations.
- Any defects are found during installation, the defects shall be immediately reported to company representative. Written work procedure shall prepare and approved prior to commencement of corrective action.
- In case of the vertical pumps mounted on drum, the mounting nozzles’ level and parallelism shall be identified prior to pump installation.
Level Tolerance
Unless otherwise specified by Vendor, Alignment Tolerance shall be as follows:
Location ± 3mm
The installation position of equipment shall be measured with reference to the center marking of the foundation.
Elevation ± 3mm
The bottom of the base plate shall be measured with reference to the level marking of the foundation.
Levelness
± 0.2 mm for each 1,000 mm (For API 610 Pumps)
± 0.4 mm for each 1 ,000 mm (For Other Pumps)
Level Check Point
The measurement points used for alignment shall be machine finished. Levelness shall be checked from two directions, which are at 90 deg to each other, minimum 4 points of the skid. The levelness of the pump side of the common bed may be checked on the surface of the pump nozzle.
Pre-alignment before Grouting
Shaft alignment shall be checked before grouting to avoid further alignment problem.
Grouting
- Unless otherwise specified by VENDOR, all rotary equipment except for following items shall be grouted using non-shrink cement grout.
- Unless otherwise specified by VENDOR, all rotary equipment except for following items shall be grouted using non-shrink cement grout.
- Detail figure of grout combination shall be checked by respective drawings prior to grouting.
- Grout shall be mixed in accordance with grout manufacture’s instruction. Prepare sufficient quantity of grouting material, clean tools and equipment and suitable water for mixture at site to complete the job.
Installation of associated piping
Piping Installation
- All protective covers and plugs on the equipment nozzles shall be maintained until the piping is ready to connect to the nozzles.
- Piping shall be installed toward the equipment from the first anchor point.
- Unsupported piping shall not be installed on the equipment.
- Welding on piping connected to equipment is not allowed unless the welding machine ground lead is connected directly to the part being welded. This is to avoid damage to the equipment by stray electrical currents.
- Pipe flange shall be aligned within the tolerance as per Para (Tolerance for Piping Flange Alignment), unless otherwise specified by VENDOR.
- After final piping bolt-up, final shaft alignment shall be verified and the equipment shall be hand rotated to ensure that neither binding nor case distortion has occurred during piping installation.
- Any stoppers of piping spring hanger and spring support shall not be released for final shaft alignment. All stoppers shall be removed as per company instruction.
Tolerance for Piping Flange Alignment
Unless otherwise specified by VENDOR, the parallel and angular tolerances for piping flange connection shall be as follows:
Bolt Hole Off-set: ± 1.5mm
Flange Face Parallel Less than 10 micrometers I centimeter
Flange outer less than 10 inch: ± 0.25 mm maximum
Flange outer 1 0 inch and above : ± 0. 75 mm maximum
Face Separation (Gasket Space): ± 1.5mm
Handover Condition after Piping Installation
Following piping works shall be completed before the final alignment check:
Cleaning (air or steam blowing)
Pressure test
Insulation installation
Permanent support installation
Drain, vent and balancing lines installation
Temporary suction strainers installation
- Cleaning of associated piping
- Chemical Cleaning (by other Sub-contractor)
- Oil Flushing of Lube Oil and Seal Oil System (by other Subcontractor)
- Final Cleaning for Pump Suction Line
- Prior to commissioning, final visual check shall be made under witness of company. Any dirt and foreign material in the suction lines shall be removed completely.
SHAFT ALIGNMENT OF ROTARY MACHINE
Pre-Alignment
- Before grout work, a preliminary alignment shall be made to be within the tolerances as mentioned in Para. (Tolerance for Shaft Alignment) Final alignment tolerance need not be achieved, but JGC/DAEWOO and ARCC shall confirm that the required axial, horizontal and vertical alignment tolerances are achievable during final alignment without modification to the machinery or hold-down bolts.
- Prior to preliminary shaft alignment works, ensure the availability of following data:
- Ambient offset alignment ideal target readings based on the equipment estimated growth.
- Equipment outlines drawings
- Vendor Instructions
- Alignment Map
- Data sheets with desired final readings shall be provided for the type of alignment provided.
- Proceed to shaft alignment using” Rim and face “or “Reverse Indicator” method to meet vendor alignment map if specify.
- The reading of indicated gauges shall be demonstrated to be repeatable. Minimum three rounds of shaft shall be made with theindicators going to be zero point at the top position each time.
- QC Inspector to conduct inspection after alignment prior for inspection of contractor.
Final Alignment
- A final alignment of shaft shall be made after all lines are tested and flushed and ready to connect to the suction and discharge nozzles of the equipment.
- Reverse indicator method shall be performed for final alignment, unless otherwise specified by VENDOR.
- Soft foot check shall be done with piping disconnected on each equipment foot.
- A piping strain check shall be made during tightening flange bolts and nuts. Movement of the machine caused by piping strain shall not exceed VENDOR’s recommendation or the limit of tolerances specified in Para. (Tolerance for Piping Flange Alignment) whichever less.
- If the effect of pipe strain exceeds the tolerance, corrective action such as pipe support adjustment must be taken to improve the alignment.
- DBSE (Distance Between Shaft End) and DBHF (Distance Between Hub Face) shall be checked with design and actual coupling spacer length.
- All stoppers of spring hanger and spring support shall not be removed and the spring position shall indicate “cold” during final alignment. All stoppers shall be removed just before commissioning tart.
- After final alignment QC Inspector to conduct inspection prior for inspection of company.
- Unless otherwise specified by VENDOR, the parallel and angular tolerances for piping flange connection shall be as follows:
Bolt Hole Off-set: ± 1.5mm
Flange Face Parallel Less than 10 micrometers I centimeter
Flange outer less than 10 inch: ± 0.25 mm maximum
Flange outer 1 0 inch and above: ± 0. 75 mm maximum
Face Separation (Gasket Space): ± 1.5mm
- Unless otherwise specified by VENDOR, the parallel and angular tolerances for piping flange connection shall be as follows:
- Handover Condition after Piping Installation
Following piping works shall be completed before the final alignment check:
Cleaning (air or steam blowing)
Pressure test
Insulation installation
Permanent support installation
Drain, vent and balancing lines installation
Temporary suction strainers installation
SHAFT ALIGNMENT
Pre-Alignment
- Before grout work, a preliminary alignment shall be made to be within the tolerances as mentioned in Para. (Tolerance for Shaft Alignment) Final alignment tolerance need not be achieved, but contractor shall confirm that the required axial, horizontal and vertical alignment tolerances are achievable during final alignment without modification to the machinery or hold-down bolts.
- Prior to preliminary shaft alignment works, ensure the availability of following data:
- Ambient offset alignment ideal target readings based on the equipment estimated growth.
- Equipment outlines drawings
- Vendor Instructions
- Alignment Map
- Data sheets with desired final readings shall be provided for the type of alignment provided.
- Proceed to shaft alignment using” Rim and face “or “Reverse Indicator” method to meet vendor alignment map if specify.
- The reading of indicated gauges shall be demonstrated to be repeatable. Minimum three rounds of shaft shall be made with the indicators going to be zero point at the top position each time.
- QC Inspector to conduct inspection after alignment prior for inspection of company.
Final Alignment
- A final alignment of shaft shall be made after all lines are tested and flushed and ready to connect to the suction and discharge nozzles of the equipment.
- Reverse indicator method shall be performed for final alignment, unless otherwise specified by VENDOR.
- Soft foot check shall be done with piping disconnected on each equipment foot.
- A piping strain check shall be made during tightening flange bolts and nuts. Movement of the machine caused by piping strain shall not exceed VENDOR’s recommendation or the limit of tolerances specified in Para. (Tolerance for Piping Flange Alignment) whichever less.
- If the effect of pipe strain exceeds the tolerance, corrective action such as pipe support adjustment must be taken to improve the alignment.
- DBSE (Distance Between Shaft End) and DBHF (Distance Between Hub Face) shall be checked with design and actual coupling spacer length.
- All stoppers of spring hanger and spring support shall not be removed and the spring position shall indicate “cold” during final alignment. All stoppers shall be removed just before commissioning start.
- After final alignment QC Inspector to conduct inspection prior for inspection of COMPANY.
Coupling Material
Couplings shall be inspected on arrival for any damage in shipping and proper corrosion protection before being stored. Couplings and associated equipment shall be stored in warehouse.
Coupling with flexible diaphragms or flexible disc packs are particularly susceptible to damage and must be protected. Flexible diaphragms are permanently coated to avoid any corrosion.
Coupling Installation
- All couplings shall be installed in strict accordance with VENDOR’s instructions. Installation record shall include the followings:
- Distance between shaft ends or coupling hub flanges.
- Hydraulic pressure I Axial pull up travel I Final position I Amount of pre-stretch on flexible disc or flexible diaphragm couplings/ thickness and location of shims.
- Torque value for tightening coupling flange bolts
- Axial “float” of gear coupling spacers.
- Positions of lube oil spray nozzles for continuous lube gear couplings.
- Grease lubrication required for each coupling shall be filled immediately after coupling installation.
International Standard for Rotary Machinery
API610 : Centrifugal Pumps for Petroleum, Heavy Duty Chemicals, and Gas Industry Services
API 617: Axial and centrifugal and Expander-compressors for Petroleum, Chemical and Gas Industry Services
API 685 : Seal-less Centrifugal Pumps for Petroleum, petrochemical, and Gas Industry Process Service
ASME 873.3 : Specification for Seal-less Horizontal End Suction Centrifugal Pumps for Chemical Process
ASME 873.1 : Specification for Horizontal End Suction Centrifugal Pumps for Chemical Process
API 675: Positive Displacement Pumps-Controlled Volume
API 619 : Rotary-type Positive Displacement Compressors for Petroleum, Petrochemical, and Natural Gas Industries
ISO 13707: Petroleum and Natural Gas Industries- Reciprocating Compressors
API 686 : Recommended Practices for Machinery Installation & Installation Design
STS 03600 : No shrink Cementitious Grout Specification
STS 03600 : Epoxy Grout Specification
REIE 686 : Recommended Practices for Machinery Installation and Installation Design.
Latest Revision of the following Documents shall be used
- Vendor Drawing
- Foundation Drawing
- Equipment Details