The objective of this article is to build knowledge on common failure mechanisms of large electrical generators, and the correction actions to be applied for an optimized repair and refurbishment. When a major rehabilitation is planned, it is an added value to consider the possibility of up-rating the machine output. This document establishes the rules that determine the feasibility and the target level of the up-rating.
The intended users may include engineers and technicians working in the power generation field, including supporting engineering and generator maintenance personnel, or staff from the repair shops that are involved in the repair of large motors and generators.
Troubleshooting, Repair Procedures, and Up-rating of Large Electrical Generators

International Standards
IEEE Std 1068 Recommended Practice for the Repair and Rewinding of motors for the Petroleum and Chemical Industry
IEEE Std 115 Test Procedures for Synchronous Machines
IEEE Std 56 Guide for Insulation Maintenance of Large AC Rotating Machinery (10,000 kVA and larger)
ANSI / IEEE Std 43 IEEE Recommended Practice for Testing Insulation Resistance of Rotating Machinery
IEEE Std 95 Recommended Practice for Insulation Testing of Large AC Rotating Machinery with High Direct Voltage
ANSI C50.10 ANSI General Requirements for Synchronous Machines
IEEE Std 522 Guide for Testing Turn-to-Turn Insulation on Form-Wound Stator Coils for Alternating-Current Rotating Electric Machines.
IEEE Std 286 Recommended Practice for Measurement of PF Tip-Up of Rotating Machinery Stator Coil Insul.
IEC-34-1 Rotating Electrical Machines – Part 1: Rating and Performance.
IEC-34-3 Rotating Electrical Machines – Part 3: Specific Requirements for Turbine-Type Synchronous Machines.
IEC-34-4 Rotating Electrical Machines – Part 4: Methods for Determining Synchronous Machine Quantities from Tests.
IEC-34-6 Rotating Electrical Machines – Part 6: Methods of Cooling (IC Code).
IEC-34-10 Rotating Electrical Machines – Part 10: Conventions for Descriptions of Synchronous Machines.
IEC-34-16 Rotating Electrical Machines – Part 16: Excitation Systems for Synchronous Machines.
Large Electrical Generators Definitions
Brushless Excitation System: This system has the advantage of not using slip rings and brushes. It has a rotating three phase windings combined to a rotating diodes bridge that supplies the main exciter with DC current.
Cylindrical Generator: usually 2 or 4 poles synchronous machine, also called round rotor generator. Because of its high speed (1800 or 3600 RPM), the rotor diameter is limited to a maximum of about 1.5 m.
End Windings: also referred to as the overhang. It is the section of the stator windings extending outside the stator slot. It has a conical shape and mechanically supported using different configurations of ties and bracings.
Excitation System: usually considered as an integrated part of the generator. It supplies the main field windings with the necessary DC current to obtain the required generator voltage, active and reactive power.
Surge Rings: used to support the stator end windings and prevent them from moving during transients and faults. They are made of insulated steel or fiberglass.
Corona (Partial Discharge): it is a high frequency discharge resulting from the ionization of a gas when exposed to an intense electric field. In the generator, corona activity is divided into corona activity in the end-windings, internal partial discharges, and slot discharges.
Up-rating: increase in generator output, usually obtained by adding copper and decreasing the insulation thickness in the stator slot, or by improving the cooling system.
Dielectric Strength: expressed in kV/mm (or Volts per mil of insulation thickness), it measures the insulation capability of the machine windings, by determining the maximum voltage that the insulating material can withstand without breaking down.
Planning and Level of the Repair
Modern generators are designed and built to continuously operate for long periods without shutdowns. An adequately planned maintenance and upgrading programs, strictly applied, will significantly increase the reliability of the generator and reduce the frequency and the number of hours of trips and other unscheduled shutdowns. The planning should include an operational log on the type of duty, any known incidents, conditions found during inspection or testing, and any previous repair or modifications made on different parts of the generator. Among the operational events that should be carefully recorded are:
• Errors in synchronization
• Under or over-frequency
• Faults such as short-circuits
• Overload or unbalanced load
• Over-voltage or under-voltage
• Loss of field
• Unsuccessful starts
• Out-of-steps
The condition found during the last inspection and the recommendations by the manufacturer may influence when the owner may elect to open the machine for repair and decide for its level.
Once the generator inspection and assessment are achieved, the generator end user determines the root causes of any abnormal ageing or unexpected failure. If a repair action is taken, usually it will be one of the following five levels of interventions:
• Level 1: reconditioning related to different mechanical problems that include repair or replacement of the bearings, seals, lubricants and associated accessories.
• Level 2: basic reconditioning of the stator windings, typically including thorough cleaning and varnish application. In some cases, minor repair of the windings and/or stator core is also performed.
• Level 3: complete replacement of the stator windings, usually following a major failure or deteriorating condition leading to high risk of failure.
• Level 4: includes rewinding of the stator plus a minor or major sator core repair.
• Level 5: includes the replacement of the rotor, stator or the complete machine.
It may be necessary to combine more than one level to anyone of the other levels. It is worth mentioning that most reliable statistics, involving electrical machine failures, tend to confirm that more than half of the failures are of mechanical origin, caused by the bearings components, or shaft and coupling problems.
The following failures distribution presents typical percentages of their origin:
ο Mechanical origin including bearing, shaft, coupling, etc.: > 60%
ο Electrical origin including stator and rotor windings, core, excitation, etc.: < 30%
ο Others origins including external causes (flooding, lightening, etc.): ± 10%
Stator Winding Repair
This section will address common interventions applied to the stator winding, including the different methods of cleaning, drying, and minor repairs.
1. Stator Winding Cleaning
2. Stator Winding Drying
3. Reconditioning (Varnishing)
4. Minor Winding Repairs
5. Typical Stator Re-wedging Procedure
6. Insulation Testing of Generator Windings
7. Partial Discharge Monitoring
1. Stator Winding Cleaning
After years of operation, it is expected that the windings will have some contaminations, mainly in the stator end-windings, from oil films or moisture. These contaminations will cause electrical tracking and associated partial discharge (PD) on the surface of the insulation, and their level will determine the action to be taken to avoid eventual short circuits through tracking.
Cleaning a winding can be done using many proven options: by mechanical means as vacuum, compressed air, crushed corn cobs, lime dust, CO2 pellets, brushes and rags; or by chemical methods using solvents.
Chemical Methods Using Solvents
This is the easiest way for cleaning, often using rags or other soft cloths. However, it should be applied carefully, and the manufacturer specifications shall be respected as some solvents are abrasive or may dissolve the impregnants in the insulation systems.
Solvents are to be handled with care as many of them have toxic components and some are flammable. Solvents such Trichloroethylene were very used because of their effectiveness to remove oily contamination, but they constitute a health danger and are no longer allowed. Presently, citrus based solvents, or simply soft solvents and water are more common. Most modern insulation systems are more resistant and impervious to common cleaning liquids.
The main problem with the chemical approach is that many areas cannot be cleaned as it should because they are inaccessible. Also, the cleaning itself may transport contaminants to these hard-to-reach areas.
Mechanical Methods
a- Industrial Vacuum Cleaners or Compressed Air
Industrial vacuum cleaners or compressed air can be used for relatively light deposits from the interior of the machine.
b- Particulate Blasting
These methods are particularly efficient to remove thick deposits of dust and oil. It is common to use crushed corn cobs or nut shells with compressed air. However, as all these methods consist in particulate blasting, a careful judgement is used to prevent any damage to the insulation system.
The idea is to use high speed blasting in order to remove the debris and surface contamination by the force of the propelled material. Typically, the stator or rotor to be cleaned is encapsulated inside a tent to contain the removed debris that will be vacuumed up later.
c- Steam Cleaning
This approach is reserved to the extreme cases as for very dirty machines or those which have been flooded with mud. Steam cleaning is very efficient but has the disadvantage of introducing a certain level of moisture in the windings. Therefore, a dryout procedure may be needed before the application of any high voltage. As for other mechanical methods, caution must be used to avoid too high pressure that may damage the insulation.
d- Dry Ice Blasting
Dry ice blasting has been increasingly used given its excellent results and the advantage that the particulates do not have to be vacuumed up.
How it Works ?
Dry ice blasting uses compressed air to accelerate solid carbon dioxide (CO2) dry ice pellets to literally strip industrial equipment surfaces of a multitude of residues and contaminants, including grease, oil, mold release agents, and different dirts.
Unlike sand blasting, dry ice blasting is non-abrasive. When dry ice pellets hit a surface, such as a metal part contaminated with oil and grease, the dry ice pellets immediately sublimate. The rapid expansion of the solid dry ice into gas causes a tiny “explosion” which loosens the contaminant. The extremely cold temperature (-109°F) of the dry ice causes the bond of the contaminant to the metal part to weaken. This loosens the contaminant, freezes it in the process, and causes it to release from the metal part. Dry ice blast cleaning leaves no residue like sand blasting, and it leaves no toxic waste as solvents can.
2. Stator Winding Drying
Following an excessive moisturing, water leaking that reached the insulation, or even flooding, a drying of the generator windings could be achieved using one of the following approaches. For any of these methods, moisture detection testing, such as Insulation Resistance, Polarization Index, or Power Factor Tip-Up, is performed to confirm the elimination of humidity traces.
Circulating Current
The generator will have its terminals short-circuited and the unit running at nominal speed with the excitation on. For air cooled machines, the stator winding current is limited to the nominal value, and in some cases can reach 110% of the nominal current. Drying hydrogen cooled machines with the hydrogen system active is not recommended. The procedure shall be provided by the manufacturer to determine the running speed for the drying, and the maximum allowable field and armature currents.
In some cases, the machine can be dried out at the rated load if the winding temperature may be raised above 100°C. For hydrogen cooled machines, the recommendations of the manufacturer are to be systematically followed.
Atmospheric Drying
This is the simplest method to dry out a moisturized winding. It is achieved by maintaining a dry environment, and the humidity is reduced by raising the temperature through heaters and/or by removing the moisture using a humidifier. A controlled supply of fresh air is necessary to carry away the humidity.
Rotation Dryout
The machine can be dried out by operation at rated speed unexcited. The drying mechanism is obtained through the motion of air across the winding, friction and centrifugal force. It is more effective for the rotor winding insulation than the stator windings.
It is usually used to remove light surface moisture, and can be combined with the described atmospheric drying method.
3. Reconditioning (Varnishing)
Once a thorough cleaning has been completed, it is advisable to revarnish the winding insulation. This will seal the surfaces and provide a smooth exterior that is moisture repellant and does not easily hold the dust. It may also contribute to short term protection against corona attack. However, thick or frequent varnishing is not advisable because it may increase the thermal resistance of the system. Therefore, it should be limited to what is necessary to minimize moisture and provide a dust resistant surface.
The varnish can be applied with spray equipment or simply using a brush. We should make sure that it is compatible with the original insulation system, and the directives of the manufacturers are to be followed. Furthermore, the winding has to be completely dry before applying the varnish to avoid trapping moisture. It is also necessary to apply the recommendations regarding the drying period after varnishing and before returning the machine to service.
4. Minor Winding Repairs
Cutting out and Bypassing Stator Coils
It may happen that only one or a limited number of coils are damaged, and cannot be repaired while in their location inside the slots. This will usually need an extended shut down to allow the removal and replacement of these coils. Removing coils is not an easy task, particularly for the windings with VPI insulation system, and should be performed by experienced winders. In order to extract only one coil, we need to handle a number of coils covering at least one coil span, with the risk to create turn-to-turn or ground wall insulation short-circuits. In the case of two or four pole turbogenerators, this means the removal of a number of coils covering at least 25% to 50% of the stator core.
Therefore, this type of repair involving the removal of complete coils is not recommended unless only coils top legs are to be cut-out.
When shutdown time is critical, in many cases we can simply cut out and bypass the damaged coils. However, some conditions need to be satisfied before proceeding by this approach. When we eliminate one or more coils from a winding, we introduce a voltage unbalance that will lead to a circulating current between the different phases. When the number of coils per circuit per phase is relatively high, the unbalance level caused by bypassing one or two coils can be accepted. If the unbalance between the phases is relatively high, we may need to rebalance the winding through the bypassing of some sound coils from the other phases to eliminate the circulating current. If the temperature rise level with the complete winding (before bypassing) was close to the allowed limit, the operator has to accept a certain level of machine derating to avoid overheating it.
Connections and splices should be mechanically strong and constructed as to have a conductivity equal to or greater than that of the original conductors of the winding.
Winding Tightening
The stator winding should be tightly secured both inside the slot and in the end turn sections. It is not uncommon that due to excessive vibration or normal ageing, some of the wedges retaining the slot section of the coil become loose and start migrating to the slot extremities. Tightening these loose wedges could be realized by inserting different thicknesses of top fillers. We have to make sure that the last wedges on both slot extremities are secured in place. If they moved, they have to be glued and replaced to make sure that no wedges will be protruding from the stator core. Another attracting option is to use locking wedges that snap into the last air vents and prevent these wedges from moving.
The end winding section has to be secured using convenient lashing system such as impregnated polyester braid. Then, light coating of varnish has to be applied on all end winding sections. In the next paragraph, a typical stator complete rewedging procedure is presented when the whole slots are to be rewedged.
5. Typical Stator Re-wedging Procedure
Loose wedges may abrade themselves, then they come out of the slot groove. This may lead to the loss of semiconducting paint, and eventually will be detrimental to the coil insulation. As sketched in Figure 1, the minimum required material used in the modern slot wedging system consists of a protective band, a ripple spring, a slide and a wedge.

General Requirements and Re-wedging Execution
If they are not already cut to size, the wedges and slides have to be cut on site in order to cover two or three packets of laminations. The wedge length should be between 75 and 150 mm to help for easiness of installation. Ventilation notches have to be milled on both sides of the wedges to match the stator core air vent ducts. The nominal ripple spring compression is obtained by a judicious combination of one the different slides thicknesses and a protective band. If needed, filler strips can be added. At least one protective band of about 0.5 mm must be inserted between the ripple spring and the top leg of the coil in every slot. Any single segment of ripple spring should cover a length of at least six wedges, and the protective bands must be as long as possible in order to minimize the number of joints.
Figure 2 shows a cross section of two slots including all the wedging material and the side and bottom packing. The left cross section applies to a winding with multi-turn coils used for small to mid size generators.
To the right, the winding is made of Roebel bars, typically used for larger generators.
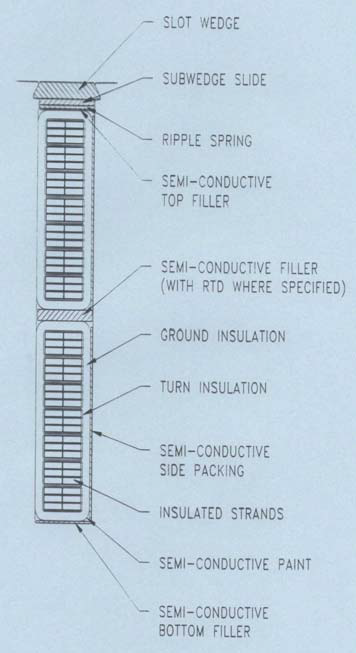
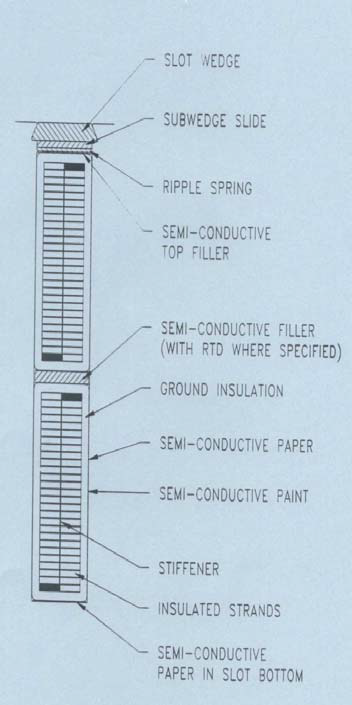
Figure 2 – Slot Packing for Multi-Turn Coils and Roebel Bars Windings
Core Extremities Wedging
The wedging of both extremities of the slot should be performed by applying on the edge of the wedges, a layer of specified glue. It is recommended not to overuse the glue to avoid that it comes in contact with the coil and the ripple spring. After having determined the required thickness of the slides, as already explained, coat the side of the slides which will be in contact with the two last wedges with the glue just before their insertion. After installation, ensure that all ventilation notches of the wedges match the magnetic core air ducts. No wedging must exceed the magnetic core at both extremities, and no cracked wedges are allowed.
Wedging Control and Finishing
During the wedging, the deflection of the ripple spring will be checked through the ventilation air ducts of the stator core, or if provided, using the perforated special wedges. With air ducts checking, a narrow feeler gauge will be inserted to perform a go-no-go test. It is a common practice that in a just wedged slot, if the gauge can be introduced between the slide and the ripple spring or between the ripple spring and the protective band, at the level of four air ducts or more, this slot must be re-wedged. While performing the ripple spring deflection check, we should never introduce the gauge between the protective band and the coil, to avoid damaging the coil insulation.
Once the wedging system is installed, we have to varnish the magnetic core and the closing wedges with a recommended finishing varnish.
6. Insulation Testing of Generator Windings
In addition to the deterioration that could be detected during the visual inspection, there are several sets of testing to evaluate the dielectric strength of the stator winding. All of these tests involve the application of voltage across the insulation ground wall. The following two categories of tests are distinguished on the level of the applied voltage:
• Proof tests: at voltage levels higher than the rated voltage (Hipot). This test is not recommended for ageing machines unless for reduced value.
• Analytical tests: at voltages blow the rated voltage. These tests are recommended in particular for ageing machines. The most common are listed below:
ο Insulation resistance and dielectric absorption (megger)
ο DC leakage
ο Dissipation factor
ο Radio noise, slot discharge
ο Corona start voltage
Warning:
A major risk in operating a winding with one or more weak spots is that if a failure occurs at one point under load, this point becomes the grounded point of the winding, shifting the neutral and thus applying a higher voltage to other parts of the winding. Therefore, a secondary breakdown could occur, resulting in a high circulating current such as phase-to-phase fault, which results in possible major damage to the core, necessating a core repair and possible removal of the winding to restack all or part of the core.
High Pot Proof Test:
High pot test is the best method to determine with assurance that the winding is suitable for a certain level of voltage. However, there is always a certain risk for older generators to further damage the winding by applying a high voltage. There are three categories of Hipot tests:
• AC test voltage at 60 Hz
• Very Low Frequency (VLF) test voltage at 0.1 Hz
• DC test voltage
The table below indicates typical voltage levels to be applied (E: phase-to-phase rated voltage). However, for aged machines, lower levels are applied, and the manufacturer recommendations are to be followed.

7. Partial Discharge Monitoring
Partial discharge is a sparking that occurs across the internal voids inside the winding insulation. It is a slow process that tends to damage the bonding resin made of organic components. Therefore, a regular monitoring of the PD activity is almost systematically incorporated in large generators as part of the predictive maintenance program for machines of 13.8 kV and above.
What is a Partial Discharge Monitor?
A PDM is an electronic device that measures and records the level of PD activity in a generator or motor. It collects information using three capacitor coupler sensors (typically 80 pF) usually installed within the main terminal box of the generator. The sensors are connected to the power leads, then the voltage is reduced to a safe levels, and connected to the PDM using coaxial cables.
The PDM takes periodic measurements from the sensors and record them for later access, analysis, and interpretation. When compared to past recording, these regular snapshots provide an excellent indication on the generator winding condition, and may be used to establish an optimal maintenance planning. Major PDM suppliers (ex., IRIS Power Engineering) use their extensive data base including a large number of monitored machines to provide information that helps in the interpretation of the recordings.
Partial discharge detection is made relatively easy using PDM, however, determining the root cause of the PD is more difficult. In fact, many failure mechanisms act simultaneously, and eventually lead to PD activity. Following is a list of the most common conditions causing PD:
• Thermal deterioration
• Load cycling
• Winding looseness
• Electrical slot discharge
• Improper impregnation
• End winding contamination
• Inadequate coil overhang spacing
• Semi-conductive paint or tape degradation
• End winding vibration
Click below topics for more about Large Electrical Generators Troubleshooting, Repair Procedures, and Up-rating.
Stator Core Troubleshooting and Repair
Cooling System
- Heat Exchangers Inspection
- Cooling System Rehabilitation
Rotor Common Issues
- Short Circuit between Turns
- Bearing Failure Due to Current Pitting: Detection and Correction
- Reconditioning of Slip Rings, Brushes, and Commutator
- Re-insulation: General Requirements
Generator Uprating
- Turbine MW Output Limitation
- Temperature Rise Limitation
- Excitation System Limitation: Options for Uprating
- Particularities Associated with Keeping or Replacing the Core
- Empirical Formulation
The article has truly peaked my interest.