- SCOPE
- REFERENCES
- GENERAL
- SAFETY
- MATERIAL
- WELDING TECHNIQUE
- INSPECTION
TABLE I – Material
APPENDIX
- V Groove. QW-482 Format for Welding Procedure Specification (WPS)
- V Groove. QW-483 Format for Procedure Qualification Record (PQR)
Welding Silicon Bronze with DC GTAW Process
1. Scope
This article describes welding of silicon bronze plate and pipe 1.6 mm (1/16 in) to 12.7 mm (1/2 in) thick with either open butt joints or back-up rings in all positions using the Gas Tungsten Arc Welding (GTAW) process.
2. References
Reference is made in this standard to the following documents.
American Society for Testing and Materials (ASTM)
B 96 Specification for Copper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar for General Purpose Use and Pressure Vessels
B 96M Specification for Copper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar for General Purpose Use (Metric) B 98 Specification for Copper-Silicon Alloy Rod, Bar, and Shapes
B 98M Specification for Copper-Silicon Alloy Rod, Bar, and Shapes (Metric)
American Society of Mechanical Engineers (ASME)
Section IX Welding and Brazing Qualifications
American Welding Society (AWS)
A5.7 Specification for Copper and Copper Alloy Bare Welding Rods and Electrodes
3. General
3.1 All welding surfaces and adjacent base metal shall be cleaned to bright metal immediately before welding to remove oil, grease, or any other foreign matter. Silicon bronze is sensitive to porosity caused by contamination.
3.2 Parts shall be adequately supported before tack welding and this shall be performed by qualified welders.
3.3 Start and stop tabs at the weld seam ends are helpful in reducing tungsten contamination and in keeping crater cracks out of the weld.
3.4 Keep the end of the clean filler wire under the nozzle. Allow the gas to flow over the weld for a few seconds at the end of each bead.
3.5 The interpass temperature shall be held to 266 C (300 F). Use stringer bead technique.
3.6 Conformance to applicable codes shall be required. For ASME Code approved work the shop shall be ASME authorized and the procedure, as outlined on ASME forms, shall be qualified for Code inspector approval at each site where it is to be used. Each welder doing ASME Code work shall also qualify for the inspector’s approval using the qualified procedure. The welder shall be a regular employee of that ASME authorized shop. For additional details, refer to SES W11-F01.
3.7 Departures from this standard, for work not requiring conformance to ASME Code, may be practiced as long as testing and inspection ensures that the weld quality is not impaired.
3.8 For Qualification Procedures, see Appendixes A and B.
4. Safety
Safe practices prescribed in SES W02-F01 shall be followed on plant sites.
5. Material
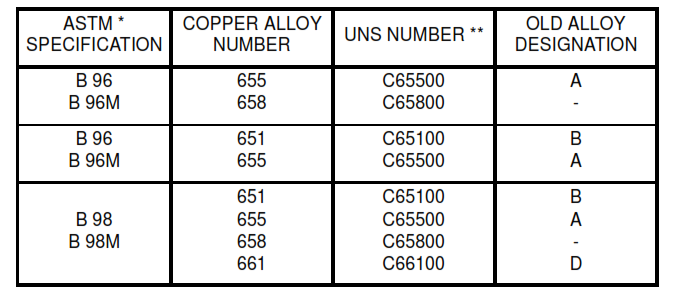
5.1 Silicon Bronzes. The silicon bronzes to which this standard applies are listed in Table I.
5.2 Filler Metal. Filler metal shall be silicon bronze conforming to AWS A5.7, Type ERCuSi-A.
6. Welding Technique
6.1 First Bead. On joints where the reverse side is not accessible for welding, complete penetration without icicles shall be required. Sound tack welds shall be melted into the first bead. Cracked tack welds shall be removed before welding. Where cracking of tack welds is a problem, the tacks shall be made transverse to the axis of the joint.
6.2 Other Beads. Stringer beads are recommended. Their use minimizes distortion and cracking. In welding silicon bronze, small particles of silicon oxide sometimes are embedded in the surface of the weld bead. These shall be removed by wire brushing or grinding.
6.3 Porosity. To avoid porosity, take particular care to avoid drafts, to hold a short arc, and to use large torch cups (3/4 inch D) or a gas lens torch is necessary.
7. Inspection
The amount and type of inspection required depends upon the service conditions and hazards to personnel and property. It is the responsibility of the originator to define the inspection requirements. Inspection shall be in accordance with applicable code(s).
TABLE I – Material
Check Appendix for this article
Welding Silicon Bronze with DC GTAW Process