Following topics to be discussed in this article are
1. SCOPE
2. REFERENCES
3. GENERAL
4. SAFETY
5. MANUAL WELDING PROCESSES
6. SURFACE PREPARATION
7. HARD-FACING ALLOYS SELECTION
8. WEAR CHARACTERISTICS
9. MATERIAL CLASSIFICATION
10. CONSIDERATIONS
TABLE
- Typical Hardness and Applications of Hard-facing Materials
- General Properties of Hard-facing Materials
- Maximum Chemical Requirements for Surfacing Welding Rods
- Maximum Chemical Requirements for Surfacing Electrodes
- Chemical Requirements for Composite Surfacing Welding Rods
- Chemical Requirements for Composite Surfacing Electrodes
- Chemical Requirements for Carbon Steel Tubes for Tungsten-Carbide Welding Rods and Electrodes 14
- Chemical Requirements for Tungsten-Carbide Granules
- General Mechanical Properties of Hard-facing Materials
- General Metallurgical Properties of Hard-facing Materials
Hardfacing of Metals by Welding | What is Hardfacing | Hardfacing Techniques
1. Scope
This article provides characteristics and selection criteria for hardfacing materials and manual techniques of applications.
2. References
Reference is made in this article to the following documents.
American Welding Society (AWS)
A5.13 Specification for Solid Surfacing Welding Rods and Electrodes
A5.21 Specification for Composite Surfacing Welding Rods and Electrodes
3. General
For thermal spray and mechanically bonded coatings see SES W09-F01 and W15-S01.
4. Safety
Safe practices prescribed in SES W02-F01 shall be followed on plant sites.
5. Manual Welding Processes
5.1 Shielded Metal Arc Welding
Shielded Metal Arc Welding (SMAW) process is used on earth-moving and heavy mining equipment, and in other severe applications where thick overlays are required and where surface imperfections, for example, porosity and
cracking are usually tolerable. As long as spalling does not occur, the overlay surface will perform its function.
Deposition rates are high with this process and care is required in work preparation. Base-metal dilution is usually at an intermediate level, and it is generally necessary to use a multilayer overlay to realize full wear-resistance potential. The austenitic manganese overlays (work hardening) are deposited by this process.
5.2 Flux Cored Arc Welding
Flux Cored Arc Welding (FCAW) process is widely used for hard-facing. The composite wire, like flux-cored wire, consists of a tubular steel shell, in which metallic powders or fine particles of the hard metals are incorporated.
Slag-producing fluxes may or may not be included in the powders. A major consideration in the selection of this process, other than available material, is the quantity of surfacing material that shall be deposited. Fast deposition
rates are possible with this process.
5.3 Oxyacetylene Welding
Oxyacetylene Welding (FGW) process is used in surfacing of steels, especially where maximum hardness and minimum crack susceptibility of the overlay is an essential requirement. This applies to most hard-facing materials
except the copper-base alloys.
5.3.1
While rates of metal deposition with this process are not as high as with other processes, oxyacetylene overlaying offers certain advantages. The most important advantage is that of minimizing fusion of the base metal and,
thereby, minimizing undesirable dilution of the hard-facing material. This is accomplished by a ‘sweating’ action which results from using a carburizing flame with an acetylene feather one to three times the length of the inner cone (3x flame). ‘Sweating’ or melting of a thin layer of base metal depends upon the fact that the addition of carbon to certain metals lowers their melting points.
5.3.2
In most facing applications, it is necessary to minimize dilution of the overlay material in order to achieve maximum wear resistance or other desirable properties of the overlay. The low rate of heat input essential to this process affords the operator sensitive control of torch manipulation while the overlay material is at the melting point. Also, the low rate of heat input over a longer period of time allows the heat to gradually soak into the workpiece and results in more uniform temperature levels with the attendant benefit of slow cooling. Further, the low rate of heat input results in less superheat of the puddle which minimizes the dissolving of carbides in the weld or the tendency for them to settle to the bottom of the deposit.
5.3.3
The absence of steep thermal gradients minimizes cracking or spalling of the overlay due to excessive thermal strain. Low cooling rates are desirable in overlaying low alloy steels in order to minimize hardening and loss of ductility in the base metal.
5.3.4
Maximum hardnesses of copper alloy overlay deposits made by the FGW process are lower than those of deposits made by inert-gas shielded-arc welding, owing to a greater loss of aluminum, tin, silicon, or zinc by oxidation during welding.
5.4 Gas Tungsten Arc Welding
Gas Tungsten Arc Welding (GTAW) process inherently produces very clean deposits. The deposition rate is greater than that of the FGW process; however, steep thermal gradients result from the high rate of heat input. Penetration (and subsequent alloying) into the base metal in the order of 3.2 mm (1/8 in) is normal. This detracts from the full wear resistance potential of the overlay material. The steep thermal gradients further increase the susceptibility to over-lay metal cracking. GTAW is used on small items where thin overlays are required.
5.5 Oxyacetylene Application of Powders
Oxyacetylene application of powders may be accomplished by using special torches incorporating canisters of powdered hard alloys. The torches are arranged to provide heat for facing as with conventional equipment, then
convey the powdered metal through the gas stream to the surfaces to be faced. Powdered metal is admitted to the gas stream by pressing a lever on the torch barrel.
5.5.1 Powdered metal costs are usually much higher than hard-facing materials in rod form. Powdered hard-facing metals do not have AWS classifications. Most powders are designed to be deposited and fused simultaneously;
however, some are applied to the surface in one pass, then subsequently fused on a second pass. Those interested in using this method of application shall conduct tests to determine suitability of metal overlays for service requirements, as well as comparative costs data. Refer to SES W09-F02, W09-F03, and W15-S01.
5.6 Plasma Application of Powders
Plasma surfacing equipment utilizes a tungsten electric arc contained within a water cooled chamber to heat, expand, and ionize gas into a plasma flame. Powders introduced in a secondary gas stream are melted within the chamber and propelled to the workpiece. Because of the higher temperatures, the plasma processes may be used to apply refractory coatings that cannot be applied by flame spray processes. The cost of this equipment and its complex operation make it desirable to use surfacing vendors for this application.
5.6.1 Nontransferred Arc Process. This variation of plasma spraying is similar to the oxyfuel powder spraying process and does not involve welding. See W15-S01. While the coatings applied with the plasma spray process are only mechanically (not metallurgically) bonded to the base metal, they do have good bond strength. The deposit, normally 0.127 to 0.254 mm (0.005 to 0.010 in) thick, contains voids but densities of better than 95 percent can be achieved depending upon the alloy and the procedure used. The density and bond strengths of plasma deposits significantly exceed those obtained utilizing the FGW process. Substrate temperature can be limited to 149°C (300°F) which minimizes distortion concerns.
5.6.2 Transferred Arc Process. This variation of plasma surfacing is a true welding process and is similar to GTAW surfacing. The deposit, which can range in thickness from 0.254 to 6.4 mm (0.010 to 1/4 in), is actually fused to and diluted by the base metal. Penetration into the base metal can be controlled to very low levels. To assure a consistently good bond, at least 10–15 percent penetration is required. Highly specialized equipment utilizing twin hot wire feed can deposit up to 27.22 kg (60 lb) per hour of overlay. Transferred arc processing with powder feed is difficult in controlling penetration.
6. Surface Preparation
The degree of base metal preparation depends upon the required quality of the overlay metal surface. For general work (for example: guide plates, coke chutes, or power shovels) some degree of surface porosity or inclusions may be tolerated. Loose scale, dirt, or other foreign substances shall be removed by wire brushing, filing, or sandblasting. For critical work (for example: valves, valve seats, pump shafts, or coating rolls) the absolute minimum or no porosity, inclusions or other defects are tolerable. It is necessary to prepare the base metal by smooth machining or grinding to bright metal. This is important, because for this class of work, surface irregularities can cause gas voids or inclusions.
All foreign materials (for example: grease, oxides, or dirt of any kind) shall be removed completely, immediately prior to hard-facing. It is a good practice to scrub the surface with methyl alcohol and minimize handling after preparation. Even fingerprints can interfere with good wetting action during weld overlaying.
7. Hardfacing Alloys Selection
7.1 Determine if the intended service requires wear resistance under impact loads at normal atmospheric temperature. For heavy impact service at normal atmospheric temperature, the preferred choice is an austenitic manganese steel. For medium impact service at normal atmospheric temperature, high-speed martensitic steel provides good wear resistance. For light-impact service at these temperatures, austenitic high-chromium irons are suitable, see Tables I and II.
7.2 Determine the service temperature requirements. If oxidation resistance is considerably more important than high temperature strength, the austenitic high chromium irons shall be considered. If high temperature strength and hardness is essential, together with oxidation resistance, either the cobalt-chromium-tungsten alloys or the nickel-chromium-boron alloys shall be considered.
7.3 The abrasion resistance is important. For maximum abrasion resistance the tungsten carbides are preferred. This type of overlay will wear to a rough surface. For a surface which wears smooth, although at a higher rate of wear than a tungsten carbide surface, the austenitic high-chromium irons or high-speed martensitic steels are preferred.
7.4 In many cases, practical service conditions will require a combination of properties in a hard-facing deposit, although a single property requirement usually predominates. There are many materials available which are reported to have combination properties, but these are relatively expensive. The final selection of a hard-facing material will generally represent a compromise and may require a modification indicated by service performance. Most of the materials are available to suit the selected welding process. The characteristics of the welding process have a direct bearing on the resultant properties of the hard-facing material.
8. Wear Characteristics
8.1 Wear is deterioration of a material due to use and is generally a surface phenomenon. Wear can occur due to mechanical, chemical, or thermal factors which may operate in combination or individually with many variations.
Mechanical wear is the result of stress which may be applied through impact, erosion, abrasion, cavitation, friction, or galling. The chemical aspect of wear is normally identified as corrosion, oxidation, or scaling. Temperature influences both chemical and mechanical wear by accelerating corrosion or oxidation and by softening metals and lowering their yield strengths, thus modifying the resistance to mechanical stress.
8.2 The measured hardness of a material may not always be a true criterion of resistance to mechanical wear. The significance of hardness measurements depends upon the type of material, the type of hardness test, the conditions under which the measurements are made, and the actual or anticipated service conditions. Some examples of conditions where hardness measurements may not provide a dependable indication of wear resistance are:
a. The case of nonhomogeneous composite material, for example, hard carbides embedded in a softer matrix.
b. Tests on ‘as-deposited’ material which will become work-hardened in service.
c. Tests at room temperature on materials destined for service at elevated temperatures.
9. Material Classification
Hard-facing materials and their physical and chemical properties are summarized in Tables III-X. In the tungsten-carbide welding rods, RWC, electrodes, and EWC designations, the numbers 5/8 indicate the U.S. standard
mesh size (through 5, retain on 8; in the above cited case) of the product. In all cases the weight of tungsten carbide granules is 60 percent. Refer to AWS A5.13 and A5.21 for hard-facing materials. AWS classifications are quite broad and some materials do not fit into any class.
10. Considerations
10.1 Base Metal.
For impact service, the base metal under a hard-facing overlay shall have sufficient strength to prevent plastic flow under the overlay and yet have ample ductility to protect against sudden fracture. If the base metal has a low yield strength and plastic deformation takes place, support of the overlay metal will be inadequate, and this will possibly cause the over-lay to crack. Even if the overlay does not crack on the first impact, plastic flow of the soft base metal will produce a residual tensile stress at the fusion line which will increase the vulnerability to cracking on the next or subsequent impact.
The requirements of adequate base metal strength and ductility lead to the choice of a medium carbon or low alloy steel base metal, that is, a hardenable steel to support the hard-facing overlay. Care shall be taken to avoid the formation of a martensitic micro-structure at the fusion line due to the weld thermal cycle. If possible, it is desirable to preheat and to overlay the steel surface with Type 309 stainless steel (23 Cr-12 Ni) or some other austenitic filler, for example Inconel, prior to depositing the hard-facing material.
A properly chosen austenitic interlayer also mechanically insulates the hardenable base metal from the thermal cycle of the hard-facing operation, thus minimizing the strains accompanying the hardening transformations to which the hard-face is subjected. The coefficient of expansion of the interlayer shall be intermediate between that of the substrate and the hard-facing. In all cases, the interlayer assures a more serviceable bond between the substrate and the hard-face. Seek help in the selection of preheat and stress-relief temperatures and the interlayer materials.
10.2 Mass Effect.
As in all welding applications, the cooling rates, due to large masses of metal adjacent to the welding zone shall be considered, especially where a hardenable base metal is a concern. Spalling of the overlay metal may result if a brittle structure is formed at the line of fusion. To avoid this, preheat the base metal before depositing the overlay and cool the part slowly afterwards.
10.3 Shrinkage Stresses.
As in all weld deposits, thermal stresses develop in a hard-facing deposit as it contracts during cooling. Since the deposit is held in varying degrees of restraint depending upon the geometry of the weldment, contraction of the metal is limited. If this condition is severe enough, however, overlay cracking may result. Preheating the base metal may be done to minimize the magnitude of the stresses and the tendency for cracking. In some cases, it may be desirable to compromise hardness in favor of ductility of the overlay material and, thus, allow the production of a crack-free deposit. In most hard face deposits, some cracking is expected which is of little concern.
10.4 Scaling Effect.
On relatively large surfaces to be hard-faced, where large quantities of heat may accumulate, scaling of the metal adjacent to the weld bead may occur. These minute particles of scale, when covered by the overlay molten puddle, can be the cause of excessive porosity after solidification has taken place. This condition may be improved by applying a thin chromium flash (plate) on the surface to be hard-faced. This technique is important to minimize the effects of scale formation.
10.5 Application Patterns.
Hard-facing shall be applied on excessive wear surfaces, for example, contact edges, screw flight edges, journal bearings or seal wiped areas, hammer tips, and shear edges. On shovel buckets and other items, subjected to heavy abrasive wear, the hard-face deposit is made to a diamond-shaped raised trap to hold the abrasive material so that it becomes the wear surface against itself.
10.6 There are other types of hardening and spray plating that are not covered in this standard.
TABLE I – Typical Hardness and Applications of Hard-facing Materials

TABLE II – General Properties of Hard-facing Materials

TABLE III – Maximum Chemical Requirements for Surfacing Welding Rods


TABLE IV -Maximum Chemical Requirements for Surfacing Electrodes (1)
")

TABLE V -Chemical Requirements for Composite Surfacing Welding Rods

TABLE VII – Chemical Requirements for Carbon Steel Tubes for Tungsten-Carbide Welding Rods and Electrodes

TABLE IX -General Mechanical Properties of Hard-facing Materials

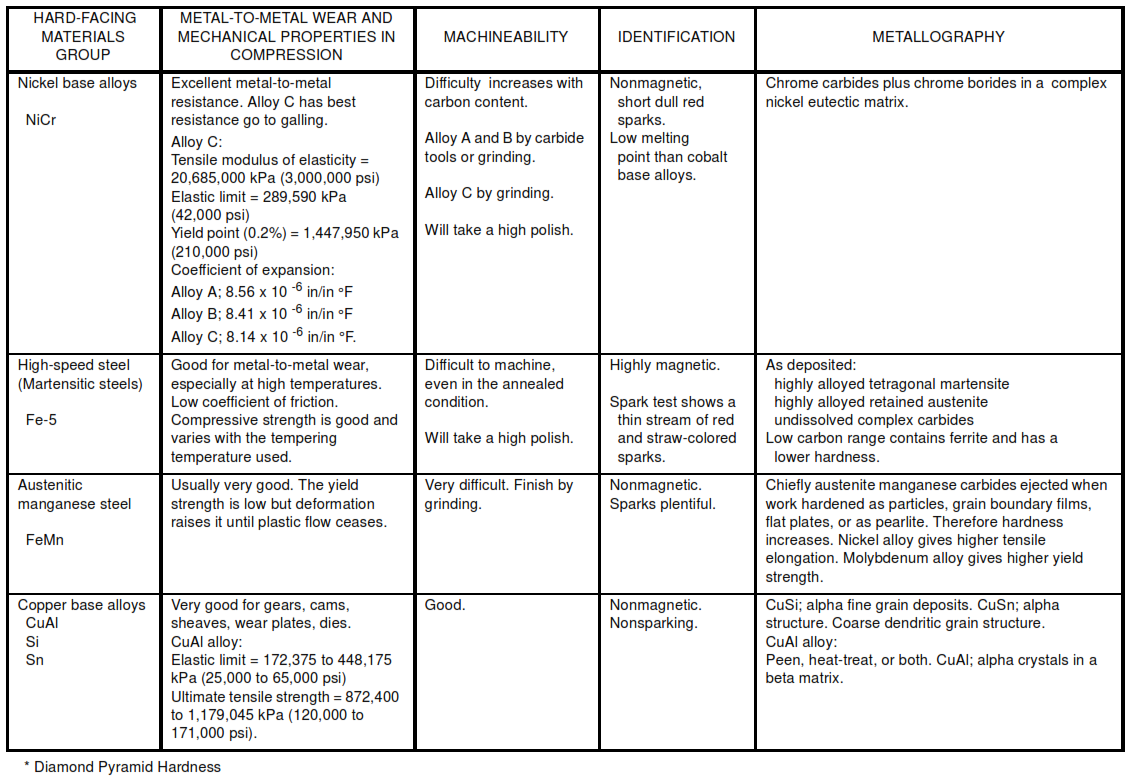
TABLE X – General Metallurgical Properties of Hard-facing Materials

