Large Electrical Generators Condition Assessment – Rotor Inspection
This section includes the inspection of the main components of the rotor.
Rotor Cleanliness and General Integrity
An excessive copper powder indicates a serious movement of the DC field coils. This may lead to shorted turns and ground faults. In case of doubt, ground faults can be easily detected by a Megger test.
Copper dust, iron dust, and dirt can be mixed in the oil. Chemical analysis is required to assess the exact portions of copper and iron. Balance weights and bolts condition are to be checked for looseness to assure the general integrity of the rotor.
Retaining Rings
The retaining rings are one of the most important items to be inspected, as it is the rotor’s most stressed component. Because of their diversity, the manufacturer recommendations for the maintenance of the retaining rings should be followed. Because of thermal cycling, repetitive starting, asynchronous operation, and negative sequence currents, the retaining rings are subject to metal fatigue and risk of rupture. An initial cleaning must be followed by a second inspection as the oily dirt may hide some imperfections.
Depending on the design arrangement, areas of concentrated stress should be thoroughly inspected for cracks and other anomalies.
Fan Blades and Fan Rings
Large turbogenerators tend to have axial fans on their rotors, with the fan blades attached to the fan rings shrunk onto the the shaft. Knowing the serious consequences of the failure of any rotating element, the fan blades and their rings are to be inspected for cracks or insufficient interference fit.
Fan blades are attached in many configurations. If they are welded, cracks are not uncommon at the root of the axial fan blades, and if bolted, the nut-lock condition must be checked.
Bearing Condition
The following notes apply to most bearings. In all cases, the used oil must be inspected for dirt, discoloration, acidity, and the existence of any foreign materials. Many problems can arise from severe vibration, insufficient oil flow, poor cooling, or shaft currents. The babbitt metal is to be inspected for any current pitting, and the oil temperature checked for abnormal levels.
When needed, polishing and rebabbitting the journals are common operations during major overhauls.
Wedge Condition
Depending on their design, rotor wedges tend to migrate towards the end rings. When this occurs, they have to be brought back in from the rings. Also, they have to be checked for any cracks, and any sign of burning should be invetigated.
Repetitive asynchronous generation with the field off, unbalanced loading, and other transients, may lead to such problems. The weakest areas are usually damaged by severe pitting when the induced current flowing along the rotor body is bridging the high resistqance gaps between the wedges and the metal.
End Winding and Damper Winding Condition
The rotor end windings are subjected to high centrifugal forces and thermal cycling. The radial displacement is restrained by the retaining rings, however, the axial movement is left free, as long as the distance between individual copper turns is maintained.
Abnormal operation tends to distort the end turns, causing misalignment and leading to shorted turn faults. In extreme cases, cracking and breaking of the conductors are observed. When excessive copper dust is noticed, this may be an
indication of looseness of the turns and there is a risk of a short circuit between them.
When amortisseur windings are used, they have to be inspected for signs of overheating, like burned spots, and the existence of cracks in the weakest areas.
Brushes and Collector Rings
The brushes and collectors, or slip rings, are among the locations where wear and tear occurs frequently. Their condition may be affected by the following:
– Unevenness of collector surface, and collector insulation degradation
– Brush axial misalignment against the collector
– Brush pressure and fit inside the brush holder
– Ambient conditions: humidity, temperature, altitude
– Cooling of the brush and collector
– Current density, and contamination by liquids and/or carbon/metal dust
Solid state excitation with high harmonic content will also result in accelerated wear of the brushes. The same effect is encountered with high vibration levels exceeding 2.5 mils for 4 pole machines and 1.5 mils for 2 pole machines.
The overall performance is affected by the brush pressure, wich should be set per the manufacturer recommendations. Discoloration of the brush pressure springs can be a sign of overheating. The normal brush pressure is typically between 1.75 and 2.25 psi.
The collector is mounted on a layer of insulation material. The accumulation of contaminants such as oil, water, or carbon and copper dust, around and on the insulation, can show up as a grounded field.
Excitation System Inspection
The first and basic action to perform a visual inspection to evaluate the general cleanliness of the excitation system, whether it uses a solid state excitation system, or a brushless or DC exciter. The surrounding environment may have introduced many contaminants leading to possible ground faults. When brushless excitation is present, make sure the diode heat sinks are clean to improve their cooling. It is important to disconnect the two leads from the diode bridge if any hi-pot or megger testing is to be performed. Not doing so may destroy the diode junctions. The connections between the diodes and the leads are subject to vibration and centrifugal forces, therefore they must be thoroughly checked for soundness.
For a DC generator exciter, the commutator should be inspected, and any signs of arcing across the mica between adjacent segments should be noted. The stator condition is to be assessed following the same guidelines applied to the main
stator. The insulation should be analyzed for any indication of everheating, dryness, or movement. If necessary, electrical test are to be performed.
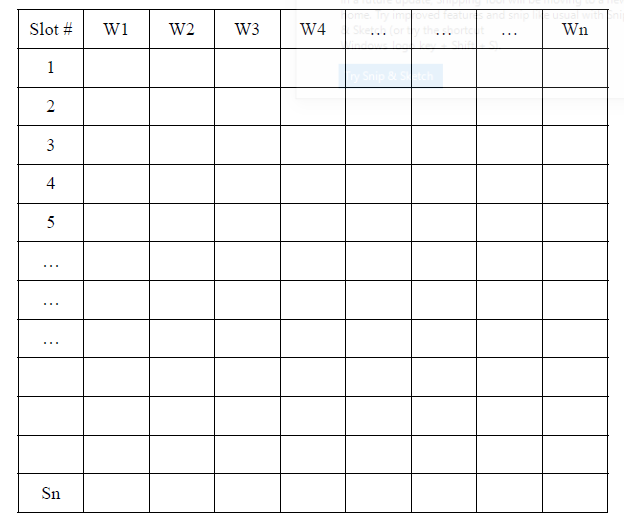
Stator Wedging Survey
This is a typical table to perform a wedge survey. The number of columns Wn corresponds to the number of wedges per slot, including the end wedges, while the number of rows Sn corresponds to the number of slots in the stator.
The wedge condition can be entered using one of the three following letters:
– A: Acceptable condition (tight)
– L: Loose wedge
– H: Hollow wedge