1. Title
“General Procedure for Surface Preparation & Painting (Coating) over Galvanized Structural Steel Materials”.
2. Scope
This Procedure establishes the minimum requirements for the surface preparation, coating material application and inspection of all Structural Steel fabricated items based on project specification. This Procedure shall be applied to both Shop and field conditions.
3. Quality Requirements:
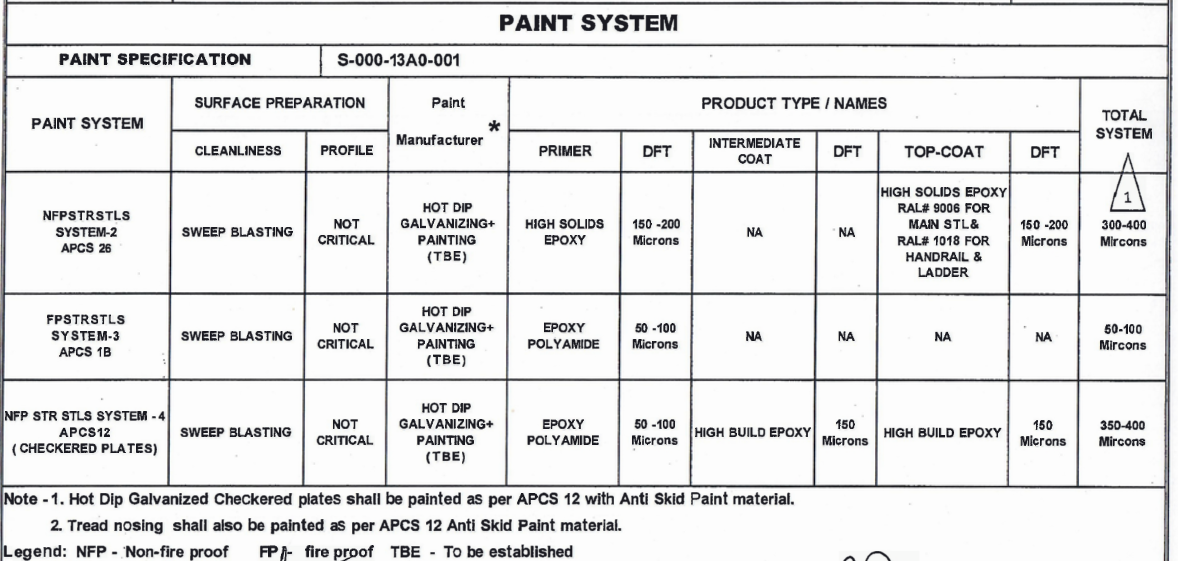
3.1 The coating specification and system of each job shall be as per the project specification and any deviations need to be approved by the client.
3.2 Procurement of all the coating materials of each project shall be from the approved paint manufacturer; whenever necessary, client approval is also required.
3.3 Quality Control shall check all the incoming coating materials (Garnets, Paints, cleaner, thinner etc) upon arrival and verify the P.O requirements and T.C.
3.4 The approved Fabrication drawing shall show the approved coating system, no paint area and other special notes.
3.5 Surface preparation and coating shall be in accordance with specification SAES-H-001 using the appropriate coating system specified by the paint manufacturer’s instructions sheets, unless otherwise stated specifically.
3.6 The abrasive used on this project shall mineral grit non-metallic type like garnet etc.
3.7 Galvanized surfaces shall be free of all zinc salts,. oil & grease before application of any surface treatment or coatings.
3.8 The work shall result in a properly coated surface free from unacceptable defects such as zinc spikes, dross pimples, runs, sags, voids, pinholes, dirt, abrasive inclusions and any other evidence of poor workmanship & such defects (if any) will be repaired before proceeding with the painting activities.
3.9 Much care shall be exercised to prevent damages to the coated surface during handling and shipping.
3.10 Abrasive shall be kept dry and clean. Regardless of the type of abrasive, the sulfate content shall be less than 50 PPM, the chloride shall be less than 50 PPM, and calcium carbonate shall be 0.10% maximum by weight.
4. Scope of Coating Work:
4.1 All Structural Steel items to be coated shall be cleaned to approved contractual and SSPC requirements. The following surfaces shall not be painted unless otherwise instructed specifically.
Contact surface coating & masking shall be as specified in the drawing.
4.4 All surfaces that are not to be coated shall be protected from damage (or) coatings by adequate temporary coverings such as masking tape during all operations of surface preparation and coating application.
5.1 Surface preparation of members to be painted, shall be in accordance with Saudi Aramco specs SAES -H -001.
5.2 Galvanized surfaces shall be free of all zinc salts, oil & grease before application of any surface treatment.
5.3 Zinc salts, oil & grease shall be removed by suitable solvent in accordance with specification SAES-H-001 prior to further surface preparation. Surfaces shall be lightly sweep blasted cleaned to ensure adhesion of subsequent coats. After blasting, test the substrate for the chloride content. Residual chloride shall not exceed 40 mg/m.
5.5 Zinc coating thickness checks will be carried out prior to painting.
6. Coating Application:
6.1 All coatings shall be in accordance with the coatina svstem described in paint manufacturer’s latest published application instruction.
6.2 Coating application shall not be permitted if any of the following conditions exist.
6.2.1 Relative humidity is above 85% (below 50% for inorganic Zinc).
6.2.2 The maximum acceptable substrate temperature is 5°C –60°C.
6.2.3 The substrate contains oil, grease, dirt, zinc salts, zinc spikes, dross pimples and other contaminants.
6.2.4 The difference between steel substrate temperature and the dew point is less than 3″C, provided steel substrate temperature is no case less than dew point.
6.2.5 Adverse weather conditions exist, such as:
■ Raining
■ Mist
■ Fog
■ Sandstorm
6.3 In accordance with the material manufacturer’s published instructions, all coatings shall be thoroughly mixed and thinned down immediately prior to use to smooth, uniform, free of lumps and settling.
6.4 Coatings that have gelled and exceeded their pot life shall be discarded.
6.5 The equipment, Air pressure, Tip sizes, Hose size etc shall be as per the paint manufacturer’s product data sheet.
6.6 Welds, edges, bolts, rivets shall be given a brush applied stripe coat before applying the full coat whenever possible. All full coats shall be applied by airless spray, unless otherwise instructed.
6.7 Re-coating intervals, mist coat if required and drying times shall be in accordance with the material manufacturer’s published instructions.
6.8 During curing the painted material shall not be exposed to condensing environment.
7. Paint Touch up:
7.1 Surface Preparation Requirements:
7.1.1 The damaged areas which are equal (or) greater than 0.1 square meter shall be clean as stated by the paint manufacturer’s latest published instructions (or) clean to the standard originally specified. Feather edge the coating at least 50 mm beyond base metal.
7.1.2 The damaged areas which are less than 0.1 square meters, shall be power tool cleaned to ST2 (SP2). Feather edge the coating at least 50 mm beyond base metal.
7.1.3 Surface profile shall be as stated in the coating material manufacturer’s published instructions.
7.2 Painting:
7.2.1 All damaged areas and field weld connection areas of shop coated surfaces shall be repaired with same coating system used in the initial coating (or) its equivalent. No substitution of top coats is permitted.
7.2.2 Application is by airless spray (or) brush.
7.2.3 Re-coating intervals, drying times shall be in accordance with the material manufacturer’s published instructions.
8. Handling & Storage
8.1 Adequate packaging is to be ensured that the product is protected from contamination.
8.2 Since lower temperature during winter minimize the useful life, all paints to be stored in warm surrounding.
8.3 Storage area should be isolated and well protected from heat and fire.
9. Inspection:
9.1 Inspection shall be carried out as per the approved Steel Inspection & test plan (ITP) & Project Specifications.
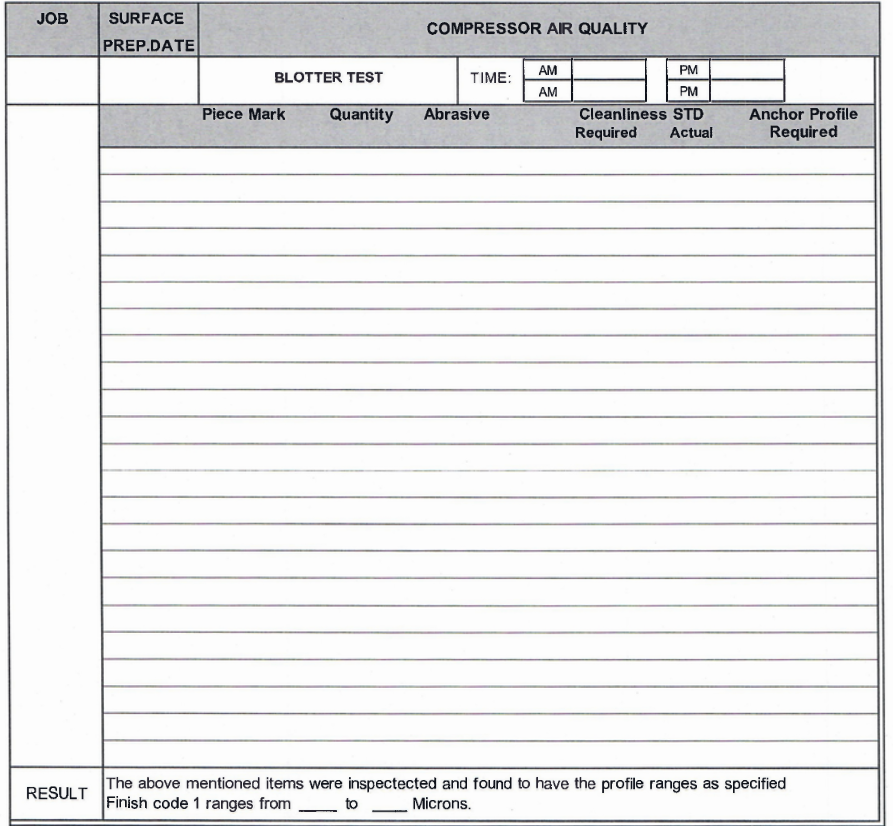
AII the incoming Blasting / Coating consumables like Garnets, Paints, Thinner, and Cleaner etc. shall be checked by QC to verify the P.O. requirements and T.C. The Inspection result is documented in Report form S-01 also refer Appendix-I.
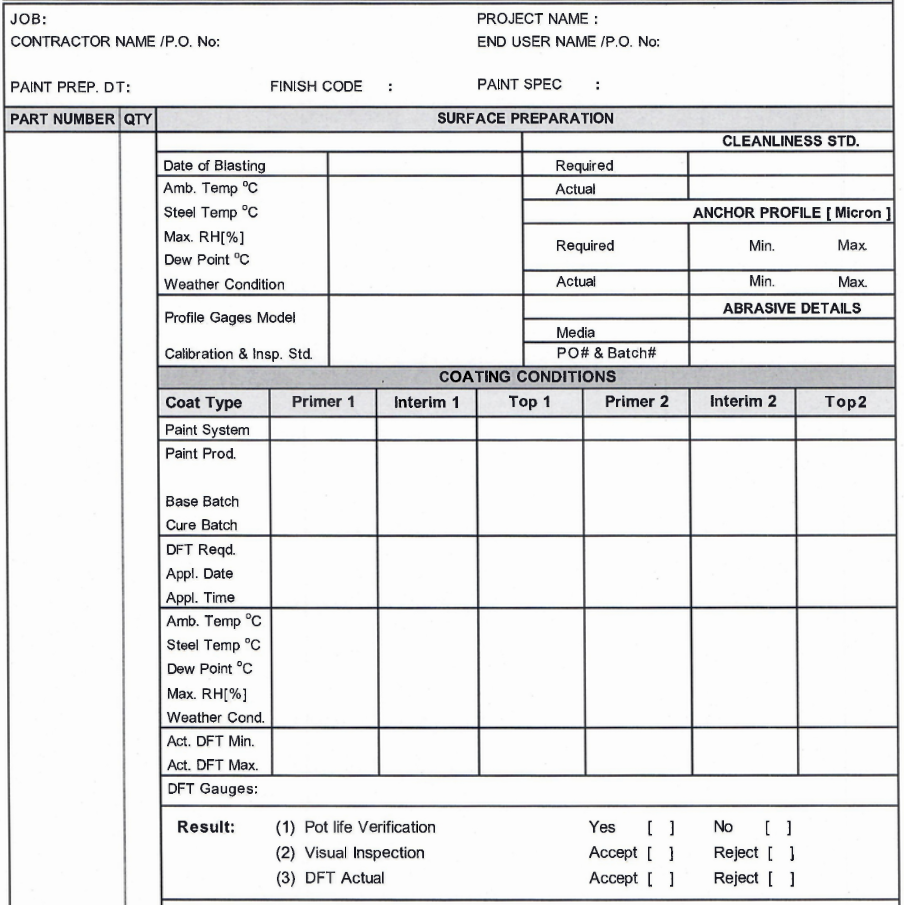
9.3 In-process inspection is carried out to ensure that the correct coating material, mixing, application etc. is as per the manufacturer product data sheet and project specification.
9.4 OFT of each coat shall be measured in accordance with SSPC PA2 using an Elcometer- 345 /456 digital coating thickness gauge or its equivalent (use form # QC-S-08).
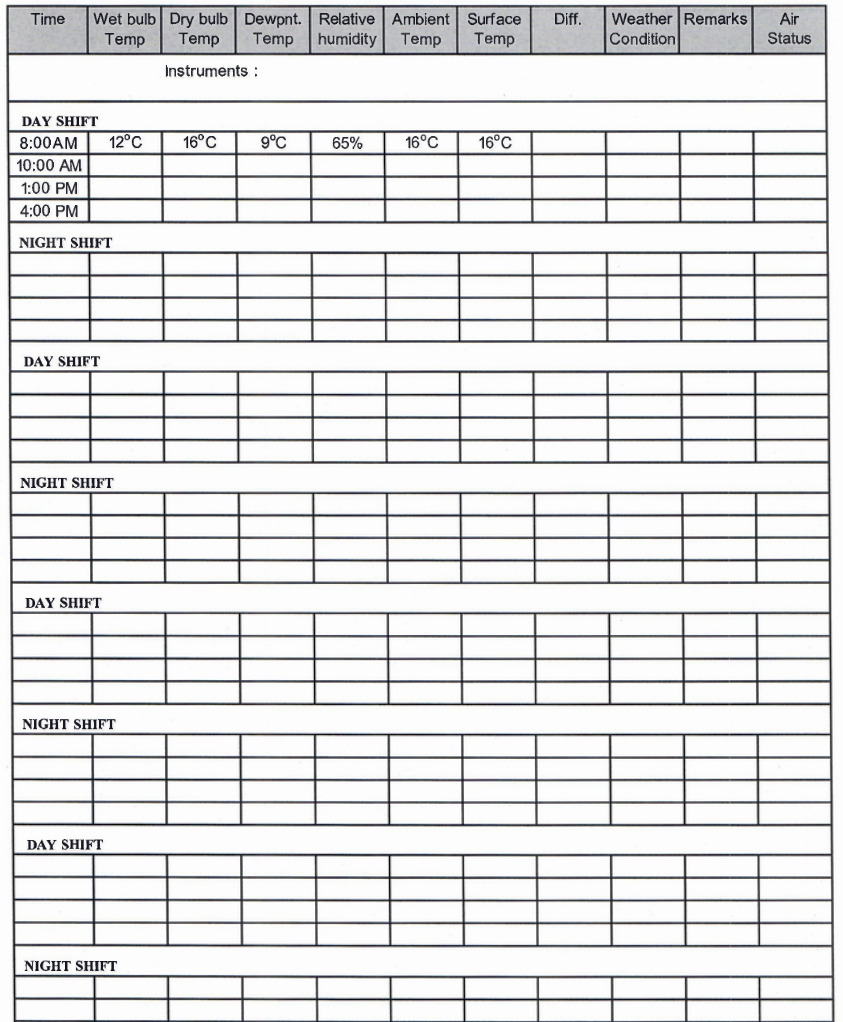
9.5 All the weather conditions such as Relative humidity, Substrate temperature, Dew Point etc. shall be recorded for every 2 hours (use form # QC-S-08B).
All the inspection data shall be recorded in an approved form by the client.(Form # QC-S-01 / QC-S-08B I QC-S-0BC I QC-S-08)
9.7 The Inspector shall ensure that the sweep blasting, coating procedure is followed properly.
10. Safety:
10.1 All the Blasters should wear Abrasive Blasting Helmet and Dust Respirator.
10.2 All the painters should wear Chemical Cartridge Respirator.
10.3 All the Blasters and Painters should wear the safety goggles and protective clothing.
10.4 A continuous and enforced safety program is to be ensured for all the blasters and painters.
11. Documentation:
11.1 AII the Blasting and Coating incoming consumables inspection result is documented in form # QC-S-01.
11.2 Environmental conditions is documented in form # QC-S-08B
11.3 Blasting & Coating inspection is documented in form # QC-S-08C & QC-S-08.
12. Reference Documents:
12.1 SSPC – Steel Structures Painting Counsel Volume 1 & 2.
12.2 SAES-H-001, 12-SAMSS-007, SAES-H-101
12.3 Appendix-I (Paint System).
12.4 S-000-13A0-00 1, S-000-13A0-002
PAINT SYSTEM
PAINTING INSPECTION REPORT
WEATHER CONDITION REPORT
SURFACE PREPARATION INSPECTION REPORT