Following topics to be discussed here.
1. SCOPE
2. REFERENCES
3. GENERAL
4. SAFETY
5. ELECTRODES
6. WELD QUALITY
7. MATERIALS
8. WELDING POSITION
9. JOINT TYPE PREPARATION AND FIT-UP
10. WELDING POWER SOURCE
11. ELECTRODE STORAGE AND CONDITIONING
12. ELECTRODE AND WELD COSTS
13. DESCRIPTION AND INTENDED USE OF ELECTRODES
- 13.1 E6010 Classification
- 13.2 E6011 Classification
- 13.3 E6012 Classification
- 13.4 E6013 Classification
- 13.5 E6019 Classification
- 13.6 E6020 Classification
- 13.7 E6022 Classification
- 13.8 E6027 Classification
- 13.9 E7014 Classification
- 13.10 E7024 Classification
- 13.11 E7027 Classification
- 13.12 Low Hydrogen Electrodes
TABLE
I Electrode Classification
II Chemical Composition Requirements for Weld Metal
III Relative Rating of Factors Affecting Preliminary Selection of Popular Mild Steel Electrodes
IV Tension Test Requirements
V Charpy V Notch Impact Requirements
VI Typical Amperage Ranges
VII Standard Sizes and Lengths
VIII Typical Storage and Drying Conditions for Covered Arc Welding Electrodes
IX Diffusible Hydrogen Limits for Weld Metal
Selection and Use of Electrodes for SMAW of Low Carbon Steel
1. Scope
This article is about electrode selection for welding low carbon (0.30 percent maximum) steel.
2. References
Reference is made in this standard to the following documents.
American Welding Society (AWS)
A5.1 Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding
A5.5 Specification for Low Alloy Steel Covered Arc Welding Electrodes
3. General
3.1 Electrodes for shielded metal arc welding of carbon steels with 0.30 percent maximum carbon shall conform to AWS A5.1.
3.3 Each type and diameter of mild steel, coated electrode has certain physical and operating characteristics that make one more suitable than another for a specific welding application. The selection of an electrode for a particular application is influenced by several factors, which have been considered in the above listed SES W-F series, and include:
a. base metal – type, thickness, size, surface coating, and metal weldability.
b. joint type, preparation, and fit-up.
c. welding position and accessibility.
d. type of welding current and capacity of welding equipment.
e. electrode type (classification), size (diameter), and intended
f. joint integrity – weld properties as specified in SABIC, ASME, or other code or service requirement g. welder skill, welding conditions and technique.
h. electrode storage and reconditioni
i. production criteria – electrode cost, deposition rate, weld size, distortion, weld cleani j. mechanical properties.
4. Safety
Follow safe practices prescribed in SES W02-F01 on plant sites.
5. Electrodes
5.1 Electrodes in this standard are classified using the system detailed in AWS A5.1, see Table I. The letter E designates an electrode. The first two digits, 60, for example, designate the minimum tensile strength, in ksi, of the weld metal produced in accordance with the test assembly of AWS A5.1. The third digit indicates the position in which the electrode is capable of making satisfactory welds. See section 8. The last two digits of the classification taken together indicate the current to be used with the electrode and the type of covering on the electrode, as listed in Table I. Classifications with last digits of 5, 6, or 8 have low hydrogen coatings.
5.2 A letter ‘R’ is a designator used with the low hydrogen electrode classifications. The letter ‘R’ is used to identify electrodes that have been exposed to a humid environment for a given length of time and tested for moisture absorption in addition to the standard moisture test required for classification of low hydrogen electrodes.
5.3 The deposited weld metal shall conform to chemical composition requirements shown in Table II.
5.4 The inclusion of the E70XX electrodes in this standard satisfies the demand for a nonalloyed 482,650 kPa (70 ksi) minimum tensile strength electrode. Unlike the E70XX classification in AWS A5.5, these electrodes do not contain alloys as a result of a deliberate addition (as defined in Table II). Further, they do not require that the minimum tensile properties be met after stress relieving.
5.5 Different brands of electrodes which meet the requirements of a given classification, may have major characteristics which are very similar if not identical, so after determining the classification best fulfilling his application, the consumer can limit his study of available electrodes to those within that classification, as they will have similar operating characteristics and mechanical properties.
5.6 Core wire for the electrodes is usually mild steel having a typical composition of 0.10 percent carbon, 0.45 percent manganese, 0.03 percent sulfur, 0.02 percent phosphorus, and 0.01 percent silicon. The deposited weld metal composition of the mild steel electrodes shall meet the limits given in Table II.
5.7 Some classifications have substantial quantities of iron powder added to their coverings. The iron powder fuses with the core wire and the other covering ingredients as the electrode melts down and is deposited as weld metal along with the core wire. High currents can be used since a considerable portion of the electrical energy passing through the electrode is used to melt the covering and iron powder contained therein. The result is that electrodes with iron powder in their covering usually have higher deposition rates than those with coverings containing only mineral materials.
5.8 Due to the thick covering and deep arc cup produced, electrodes containing iron powder in their covering can be used very effectively with a ‘drag’ technique. This technique consists of keeping the electrode covering in contact with the workpiece (both legs of fillet welds) at all times, which makes for easy handling. However, an open-arc technique is preferable in out-of-position welding and sometimes in making groove welds. Mechanical testing shows no significant difference in properties between one technique and the other.
5.9 In recent years, E7018 has become the most widely used electrode due to its all position versatility, its iron powder enhanced productivity, its low hydrogen coating and its good deposit soundness, strength, ductility, and impact toughness. There are more electrodes made to this classification than to all others combined.
6. Weld Quality
6.1 Electrodes for a specific application shall be selected to deposit weld metal with properties and composition that are equal to or better than the base metal. See Tables II to V inclusive.
6.2 Weld properties may vary widely depending upon electrode size and amperage used; base-metal type, thickness and surface condition; joint geometry; preheat and interpass temperatures; welding technique; admixture with base metal; and other factors that establish a welding procedure, see SES W-F series. Consideration of these variables is essential for good weld quality and economy, and shall be reflected in welding procedures that minimize their effect. Occasionally, procedures may have to be developed, and qualified through actual tests, to satisfy requirements of a specific application with a certain electrode type, see SES W11-F01.
6.3 Field or shop welding production practices may induce interpass temperatures ranging from subfreezing to many hundreds of degrees, resulting in varying weld properties, which may not duplicate or even approach the values obtained in test welds. For example, ductility in single-pass fillets or welds in heavy plate made outdoors in chilly weather may drop to little more than half of that listed in Table IV and normally obtained. This does not indicate that either the electrodes or welds are inferior to normal, but only that the particular production conditions are more severe than the test conditions for that electrode.
6.4 Another factor which has a bearing on the ductility of weld deposits is time. Deposits, other than those from low-hydrogen electrodes (E7015, E7016, E7018, E7028, and E7048), contain significant quantities of hydrogen. This hydrogen gradually escapes with time, most of it in two to four weeks at room temperature or in 24 to 48 hours at 93 to 104 C (200 to 220 F). As the hydrogen escapes, the yield point, ultimate tensile strength, and impact strength remain relatively unchanged and the ductility of the weld metal increases towards its inherent value.
6.5 All classes of electrodes in this standard can deposit weld metal with sufficient low temperature notch toughness for most applications. However, low-temperature impact requirements are sometimes specified for steels, and when welding these steels it may be desirable to specify weld deposits with comparable impact properties, see Table V. With the inclusion of minimum impact requirements for certain classes of electrodes, this standard can be used as a guide to select electrodes where low-temperature impact properties are specifically required for the steel. Note that the values are for Charpy V notch specimens. For a given electrode, there can be considerable difference between impact test results unless particular attention is given to the welding procedure, sample preparation, temperature of testing, and operation of the testing machine.
6.6 Operating and usability characteristics in the various positions are measured by the radiographic and fillet-weld tests. In the case of the fillet-weld test, it is necessary to obtain both proper fillet-weld profile and adequate fusion at the root. Electrodes meeting the fillet-weld test requirements and possessing the proper mechanical properties, as measured by the all-weld-metal tension test, will produce the proper fillet-weld shear strength.
6.7 Electrodes covered by this standard are capable of producing weld deposits that meet most radiographic quality requirements when selected, stored, and deposited correctly.
6.8 Under most conditions, electrodes of the E6010, E6011, and E6020 classifications can be expected to produce welds of the best average radiographic quality. However, under certain conditions, notably in welding long, continuous joints in relatively thick base metal, low-hydrogen electrodes of the E7015, E7016, E7018 and E7018M classifications will often produce even better results. On the other hand, at the ends of joints, in short joints with many starts and stops, in open joints, and if used for welding small, light wall, irregularly shaped parts, for example small diameter pipe, the low-hydrogen electrodes tend to produce welds of poor radiographic quality. In welding small or light-wall parts, electrodes of the E6013 classification usually produce the best radiographic quality. The E6027, E7024 and E7028 electrodes tend to give inferior results, but are also capable of producing good radiographic quality. The E6012 and E6022 electrodes generally produce welds with the least favorable radiographic quality.
7. Materials
7.1 Low carbon steel sheet, plate or pipe referred to in this standard is greater than 18 gage thickness, and may be cast, forged, rolled sections or coated.
7.2 Coated materials will decompose under welding heat to form vapors, oxides, or other compounds that may be harmful to personnel. The coatings also tend to make the arc unstable which can cause poor weld quality, therefore they shall be removed prior to welding.
7.3 Electrode types and diameters for specific applications are specified or recommended in appropriate SES W-F series. Section 13 provides information on electrode types and applications.
8. Welding Position
8.1 The different welding positions are referred to as flat (F), horizontal (H), vertical (V), vertical down (V down), overhead (OH), and horizontal-fillet (H-fillet) positions. The position in which a weld shall be made limits the choice of electrodes as to classification and diameter, see Table I and the appropriate SES W-F series.
8.2 E – – 1 – electrodes have certain characteristics that make H, V, and OH welding possible, and shall be used for welding in these positions. They may also be used economically and effectively for welding in the F or H-fillet positions. Electrodes of this type are referred to as ‘all-position’ electrodes, and are the most versatile of those available, see section 13, E6010, 6011, 6012, 6013, 7014, 7015, 7016, and 7018.
8.3 E – – 2 – electrodes are designed to operate at higher current levels than the E – – 1 – types to provide high weld-metal deposition rates, but can only be used for welding in the F and H-fillet positions. There are few applications for this type of electrode, see section 13, E6020, 6027, 7024, and 7028. The E6022 electrode was designed for single pass welds in sheet metal.
8.4 The E7048 electrode is unique, as it is designed for use in the vertical position but in the down direction. Almost all other electrodes, excluding E6010, E6012, and E6013, shall be used only in the vertical up position/direction.
8.5 The proper electrode diameter depends upon considerations other than welding position alone. However, H, V, and OH positions limit the maximum diameter that can be used to 4.8 mm (3/16 in). Appropriate SES W-F series show the recommended electrode diameters for specific applications.
9. Joint Type Preparation and Fit-up
9.1 Appropriate SES W-F series give considerable details of these variables and the recommended electrode types and diameters.
9.2 Joints are designed, prepared, and fitted up taking into consideration weld metal cross section, degree of quality, location, and electrode type. Where electrode manipulation is severely restricted because of joint geometry and location, the recommended electrode type is one that can provide the required penetration and bead contour with a thin slag cover, see section 13, E6010, 6011, 7015, and 7016. Heavily coated electrodes do not usually penetrate deeply, and increase the possibility of slag inclusions. On joints with excessive root openings, an E6010 or 6011 is recommended. For single-welded butt joints without backing, for example pipe butt welds, an E6010 or 6011 shall be used, at least for the root pass.
9.3 Where material cannot be completely cleaned as specified in the SES W-F series, E6010 and 6011 electrodes should produce the best results.
10. Welding Power Source
Welding machines (see SES W01-F07) are designed to supply, within a minimum and maximum range, either an ac or dc welding current and voltage. The nature of the welding current (either ac or dc) affects the operating characteristics of an electrode and limits the electrode selection to those classifications designed to operate with the type of current to be used in a specific application, see Table I. The minimum and maximum current output limits the choice of electrode diameter to those which are designed to operate within the output range of the available welding machine, see Table VI.
11. Electrode Storage and Conditioning
11.1 The adverse effects hydrogen can have in welding, and moisture in electrode coverings being a potential source of this hydrogen, necessitate a proper electrode choice, storage, and treatment to obtain optimum results. Follow manufacturers’ recommendations for rod storage.
11.2 Electrodes are manufactured so that the proper level of moisture, consistent with the covering type and electrode strength class, is built into the coverings. These electrodes are then normally packaged in a container engineered to provide the degree of protection appropriate to the type of covering involved.
11.3 Under proper storage conditions (normal room temperatures, 50 percent maximum relative humidity, or holding ovens), the electrodes can be maintained for many months. However, if the original containers are damaged, improperly stored, or for any reason the electrodes are exposed to high moisture conditions, the coverings of the electrodes may absorb excessive moisture.
11.4 If there is a possibility that the electrodes may have picked up excessive moisture, they can be restored by rebaking as indicated in Table VIII.
11.5 E6010 and E6011 electrode coverings are designed to have moisture levels of 3 to 7 percent and excessive drying will detrimentally affect their operation. The suppliers of these electrodes should be consulted for rebake conditions in special cases but normally drying is not recommended.
11.6 Avoiding moisture absorption is most critical for the low-hydrogen (E7015 and E7016) and low-hydrogen iron powder (E7018, E7028, and E7048) electrodes. Moisture absorption and hydrogen cracking become even more critical when welding steels with tensile strengths of 482,650 kPa (70 ksi) or greater. The higher the strength of steel the more the problem of hydrogen absorption becomes. When low-hydrogen electrodes are to be used, it is recommended that moisture resistant electrodes be purchased. The moisture absorption rate of these electrodes is less than 75 percent of standard low-hydrogen electrodes.
11.7 Rebaking may be required when low-hydrogen electrodes, purchased in nonhermetically sealed packages, are to be used for welds on hardenable (alloyed and high-carbon) steels, see SES W01-F06.
11.8 For maximum protection of low-hydrogen electrodes, a portable heated caddy should be utilized for field use. An unheated caddy may be used provided the electrodes are consumed within an eight-hour shift.
12. Electrode and Weld Costs
12.1 Electrode costs represent a small fraction of total weldment costs and are a minor consideration in electrode selection.
12.2 Welding costs are significantly affected by welding speed. Welding speed, for any material type, is affected by joint preparation, fit-up, cleanliness, weld size, joint type, electrode diameter and type, welding current, and position of welding. The best electrode for welding a particular joint type in a particular position is the one which permits the highest welding speed after load, stress, and soundness requirements have been met.
13. Description and Intended Use of Electrodes
13.1 E6010 Classification
13.1.1 E6010 electrodes are characterized by a deeply penetrating, forceful, spray type arc and readily removable, thin, friable slag which may not completely cover the weld bead. Fillet welds usually have a relatively flat weld face and have a rather coarse, unevenly spaced ripple.
13.1.2 The coverings are high in cellulose, usually exceeding 30 percent by weight. The other materials generally used in the covering include titanium dioxide, metallic deoxidizers, for example ferromanganese, various types of magnesium or aluminum silicates, and liquid sodium silicate as a binder. Because of their covering composition, these electrodes are generally described as the high-cellulose sodium type.
13.1.3 These electrodes are recommended for all welding positions, particularly on multiple pass applications in the vertical and overhead welding positions and where welds of good soundness are required. They are frequently selected for joining pipe and are generally capable of welding in the vertical position with either uphill or downhill progression.
13.1.4 The majority of applications for these electrodes are in joining carbon steel. However, they have been used to advantage on galvanized steel and on some low alloy steels. Typical applications include shipbuilding, buildings, bridges, storage tanks, piping, and pressure vessel fittings. Sizes larger than 4.8 mm (3/16 in) generally have limited use outside flat or horizontal-fillet welding positions.
13.1.5 These electrodes have been designed for use with dcep (electrode positive). The maximum amperage that can generally be used with the larger sizes of these electrodes is limited when compared to other classifications, due to the high spatter loss that occurs with high amperage.
13.2 E6011 Classification
13.2.1 E6011 electrodes are designed for use with ac and to duplicate the usability characteristics and mechanical properties of the E6010 classification. Although also usable with dcep (electrode positive), a decrease in joint penetration will be noted when compared to the E6010 electrodes. Arc action, slag, and fillet weld appearance are similar to those of the E6010 electrodes.
13.2.2 In addition to the other ingredients normally found in E6010 coverings, small quantities of calcium and potassium compounds are usually present. The coverings are also high in cellulose and are described as the high-cellulose potassium type.
13.2.3 Sizes larger than 4.8 mm (3/16 in) generally have limited use outside flat or horizontal-fillet welding positions.
13.3 E6012 Classification
13.3.1 E6012 electrodes are characterized by low penetrating arc and dense slag, which completely covers the bead. This may result in incomplete root penetration in fillet welded joints. The coverings are high in titania, usually exceeding 35 percent by weight, and are usually referred to as the ‘titania’ or ‘rutile’ type. Also, the coverings generally contain small amounts of cellulose and ferromanganese, and various siliceous materials, for example feldspar and clay with sodium silicate as a binder. Small amounts of certain calcium compounds may also be used to produce satisfactory arc characteristics on dcen (electrode negative).
13.3.2 Fillet welds tend to have a convex weld face with smooth even ripples in the horizontal welding position, and widely spaced rougher ripples in the vertical welding position which become smoother and more uniform as the size of the weld is increased. Ordinarily, a larger size fillet has to be made in the vertical and overhead welding positions using E6012 electrodes compared to welds with E6010 and E6011 electrodes of the same diameter.
13.3.3 The E6012 electrodes are all-position electrodes and are usually suitable for welding in the vertical welding position with either upward or downward progression. However, the larger sizes are more often used in the flat and
12. Electrode and Weld Costs
12.1 Electrode costs represent a small fraction of total weldment costs and are a minor consideration in electrode selection.
12.2 Welding costs are significantly affected by welding speed. Welding speed, for any material type, is affected by joint preparation, fit-up, cleanliness, weld size, joint type, electrode diameter and type, welding current, and position of welding. The best electrode for welding a particular joint type in a particular position is the one which permits the highest welding speed after load, stress, and soundness requirements have been met.
13. Description and Intended Use of Electrodes
13.1 E6010 Classification
13.1.1 E6010 electrodes are characterized by a deeply penetrating, forceful, spray type arc and readily removable, thin, friable slag which may not completely cover the weld bead. Fillet welds usually have a relatively flat weld face and have a rather coarse, unevenly spaced ripple.
13.1.2 The coverings are high in cellulose, usually exceeding 30 percent by weight. The other materials generally used in the covering include titanium dioxide, metallic deoxidizers, for example ferromanganese, various types of magnesium or aluminum silicates, and liquid sodium silicate as a binder. Because of their covering composition, these electrodes are generally described as the high-cellulose sodium type.
13.1.3 These electrodes are recommended for all welding positions, particularly on multiple pass applications in the vertical and overhead welding positions and where welds of good soundness are required. They are frequently selected for joining pipe and are generally capable of welding in the vertical position with either uphill or downhill progression.
13.1.4 The majority of applications for these electrodes are in joining carbon steel. However, they have been used to advantage on galvanized steel and on some low alloy steels. Typical applications include shipbuilding, buildings, bridges, storage tanks, piping, and pressure vessel fittings. Sizes larger than 4.8 mm (3/16 in) generally have limited use outside flat or horizontal-fillet welding positions.
13.1.5 These electrodes have been designed for use with dcep (electrode positive). The maximum amperage that can generally be used with the larger sizes of these electrodes is limited when compared to other classifications, due to the high spatter loss that occurs with high amperage.
13.2 E6011 Classification
13.2.1 E6011 electrodes are designed for use with ac and to duplicate the usability characteristics and mechanical properties of the E6010 classification. Although also usable with dcep (electrode positive), a decrease in joint penetration will be noted when compared to the E6010 electrodes. Arc action, slag, and fillet weld appearance are similar to those of the E6010 electrodes.
13.2.2 In addition to the other ingredients normally found in E6010 coverings, small quantities of calcium and potassium compounds are usually present. The coverings are also high in cellulose and are described as the high-cellulose potassium type.
13.2.3 Sizes larger than 4.8 mm (3/16 in) generally have limited use outside flat or horizontal-fillet welding positions.
13.3 E6012 Classification
13.3.1 E6012 electrodes are characterized by low penetrating arc and dense slag, which completely covers the bead. This may result in incomplete root penetration in fillet welded joints. The coverings are high in titania, usually exceeding 35 percent by weight, and are usually referred to as the ‘titania’ or ‘rutile’ type. Also, the coverings generally contain small amounts of cellulose and ferromanganese, and various siliceous materials, for example feldspar and clay with sodium silicate as a binder. Small amounts of certain calcium compounds may also be used to produce satisfactory arc characteristics on dcen (electrode negative).
13.3.2 Fillet welds tend to have a convex weld face with smooth even ripples in the horizontal welding position, and widely spaced rougher ripples in the vertical welding position which become smoother and more uniform as the size of the weld is increased. Ordinarily, a larger size fillet has to be made in the vertical and overhead welding positions using E6012 electrodes compared to welds with E6010 and E6011 electrodes of the same diameter.
13.3.3 The E6012 electrodes are all-position electrodes and are usually suitable for welding in the vertical welding position with either upward or downward progression. However, the larger sizes are more often used in the flat and horizontal welding positions than in the vertical and overhead welding positions. The larger sizes are often used for single pass, high-speed, high current fillet welds in the horizontal welding position. Their ease of handling, good fillet weld face, ability to bridge wide root openings under conditions of poor fit, and to withstand high amperages make them very well suited to this type of work. The electrode size used for vertical and overhead position welding is frequently one size smaller than would be used with an E6010 or E6011 electrode.
13.3.4 Weld metal from these electrodes is generally lower in ductility and may be higher in yield strength [690 to 1380 kPa (1 to 2 ksi)] than weld metal from the same size of either the E6010 or E6011 electrodes.
13.4 E6013 Classification
13.4.1 E6013 electrodes, although very similar to the E6012 electrodes, have distinct differences. Their flux covering makes slag removal easier and gives a smoother arc transfer than E6012 electrodes. This is particularly the case for the small diameters [1.6, 2.0, and 2.4 mm (1/16, 5/64, and 3/32 in)]. This permits satisfactory operation with lower open-circuit ac voltage. E6013 electrodes were designed specifically for light sheet metal work. However, the larger diameters are used on many of the same applications as E6012 electrodes and provide low penetrating arc. The smaller diameters provide a less penetrating arc than is obtained with E6012 electrodes. This may result in incomplete penetration in fillet welded joints.
13.4.2 Coverings of E6013 electrodes contain rutile, cellulose, ferromanganese, potassium s ilicate as a binder, and other siliceous materials. The potassium compounds permit the electrodes to operate with ac at low amperages and low open-circuit voltages.
13.4.3 E6013 electrodes are similar to the E6012 electrodes in usability characteristics and bead appearance. The arc action tends to be quieter and the bead surface smoother with a finer ripple. The usability characteristics of E6013 electrodes vary slightly from brand to brand. Some are recommended for sheet metal applications where their ability to weld satisfactorily in the vertical welding position with downward progression is an advantage. Others, with a more fluid slag, are used for horizontal fillet welds and other general purpose welding. These electrodes produce a flat fillet weld face rather than the convex weld face characteristic of E6012 electrodes. They are also suitable for making groove welds because of their concave weld face and easily removable slag. In addition, the weld metal is definitely freer of slag and oxide inclusions than E6012 weld metal and exhibits better soundness. Welds with the smaller diameter E6013 electrodes often meet the Grade 1 radiographic requirements. See AWS A5.1, paragraph A6.10.1.
13.4.4 E6013 electrodes cannot usually withstand the high amperages that can be used with E6012 electrodes in the flat and horizontal welding positions. Amperages in the vertical and overhead positions, however, are similar to those used with E6012 electrodes.
13.5 E6019 Classification
13.5.1 E6019 electrodes, although very similar to E6013 and E6020 electrodes in their coverings, have distinct differences. E6019 electrodes, having a rather fluid slag system, provide deeper arc penetration, produce weld metal that meets a 22 percent minimum elongation requirement, meets Grade 1 radiographic standards, and has an average impact strength of 27 J (20 ft-lb) when tested at -18 C (0 F).
13.5.2 E6019 electrodes are suitable for multipass welding of up to 25 mm (1 in) thick steel. They are designed for use with ac, dcen or dcep. While 4.8 mm (3/16 in) and smaller diameter electrodes can be used for all welding positions except vertical welding position with downward progression, the use of larger diameter electrodes shall be limited to the flat or horizontal fillet welding position. When welding in the vertical welding position with upward progression, weaving shall be limited to minimize undercut.
13.6 E6020 Classification
13.6.1 E6020 electrodes have a high iron oxide covering. They are characterized by a spray type arc, produce a smooth and flat, or slightly concave weld face and have an easily removable slag.
13.6.2 A low viscosity slag limits their usability to horizontal fillets and flat welding positions. With arc penetration ranging from medium to deep, depending upon welding current, E6020 electrodes are best suited for thicker base metal.
13.7 E6022 Classification
Electrodes of the E6022 classification are recommended for single pass, high-speed, high current welding of groove welds in the flat welding position; lap joints in the horizontal welding position; and fillet welds on sheet metal. The weld face tends to be more convex and less uniform, due to the higher welding speeds.
13.8 E6027 Classification
13.8.1 E6027 electrode coverings contain large amounts of iron powder in combination with ingredients similar to those found in E6020 electrodes The coverings on E6027 electrodes are very thick and usually amount to about 50 percent of the weight of the electrode.
13.8.2 The E6027 electrodes are designed for fillet or groove welds in the flat welding position with ac, dcep, or dcen and will produce a flat or slightly concave weld face on fillet welds in the horizontal position with either ac or dcen.
13.8.3 E6027 electrodes have a spray-type arc. They will operate at high travel speeds. Arc penetration is medium. Spatter loss is very low. E6027 electrodes produce a heavy slag which is honeycombed on the underside. The slag is friable and easily removed.
13.8.4 Welds produced with E6027 electrodes have a flat to slightly concave weld face with a smooth, fine, even ripple, and good wetting along the sides of the joint. The weld metal may be slightly inferior in radiographic soundness to that from E6020 electrodes. High amperages can be used, since a considerable portion of the electrical energy passing through the electrode is used to melt the covering and the iron powder it contains. These electrodes are well suited for thicker base metal.
13.9 E7014 Classification
13.9.1 E7014 electrode coverings are similar to those of E6012 and E6013 electrodes, but with the addition of iron powder for obtaining higher deposition efficiency. The covering thickness and the amount of iron powder in E7014 are less than in E7024 electrodes, see 13.10.
13.9.2 The iron powder also permits the use of higher amperages than are used for E6012 and E6013 electrodes. The amount and character of the slag permit E7014 electrodes to be used in all positions.
13.9.3 E7014 electrodes are suitable for welding carbon and low alloy steels. Typical weld beads are smooth with fine ripples. Joint penetration is approximately the same as that obtained with E6012 electrodes, see 13.3.1, which is advantageous when welding over a wide root opening due to poor fit. The face of fillet welds tends to be flat to slightly convex. The slag is easy to remove, and in many cases, falls off itself.
13.10 E7024 Classification
13.10.1 E7024 electrode coverings contain large amounts of iron powder in combination with ingredients similar to those used in E6012 and E6013 electrodes. The coverings on E7024 electrodes are very thick and usually amount to about 50 percent of the weight of the electrode, resulting in higher deposition efficiency.
13.10.2 The E7024 electrodes are well suited for making fillet welds in the flat or horizontal position. The weld face is slightly convex to flat, with a very smooth surface and a very fine ripple. These electrodes are characterized by a smooth, quiet arc, very low spatter, and low arc penetration. They can be used with high travel speeds. Electrodes of this classification can be operated on ac, dcep or dcen.
13.10.3 Electrodes designated as E7024-1 have the same general usability characteristics as E7024 electrodes. They are intended for use in situations requiring greater ductility and a lower transition temperature than is normally available from E7024 electrodes.
13.11 E7027 Classification
E7027 electrodes have the same usability and design characteristics as E6027 electrodes, except they are intended for use in situations requiring slightly higher tensile and yield strengths than are obtained with E6027 electrodes. They also have to meet chemical composition requirements, see Table II. In other respects, all previous discussions for E6027 electrodes also apply to E7027 electrodes.
13.12 Low Hydrogen Electrodes
13.12.1 General
a. Electrodes of the low hydrogen classifications (E7015, E7016, E7018, E7018M, E7028, and E7048) are made with inorganic coverings that contain minimal moisture. The covering moisture test, as specified in AWS A5.1 Section 15, Moisture Test, converts hydrogen-bearing compounds in any form in the covering into water vapor that is collected and weighed. The test thus assesses the potential hydrogen available from an electrode covering. All low hydrogen electrodes, in the as-manufactured condition or after conditioning, are expected to meet a maximum covering moisture limit of 0.6 percent or less, as required in Table 10 of the same standard.
b. The potential for diffusible hydrogen in the weld metal can be assessed more directly, but less conveniently, by the diffusible hydrogen test, as specified in AWS A5.1 Section 17. The results of this test, using electrodes in the as manufactured condition or after conditioning, permit the addition of an optional supplemental diffusible hydrogen designator to the classification designation in Table IX.
c. In order to maintain low hydrogen electrodes with minimal moisture in their coverings, these electrodes shall be stored and handled with considerable care. Electrodes which have been exposed to humidity may absorb considerable moisture and their low hydrogen character may be lost. Reconditioning can restore their low hydrogen character. See Table VIII.
d. Low hydrogen electrode coverings can be designed to resist moisture absorption for a considerable time in a humid environment. The absorbed moisture test assesses this characteristic by determining the covering’s moisture content after nine hours exposure to 27 C (80 F), 80 percent relative humidity air. If, after this exposure, the covering moisture content does not exceed 0.4 percent, then the optional supplemental designator, ‘R’, may be added to the electrode classification designation, as specified in AWS A5.1, Table
13.12.2 E7015 Classification
a. E7015 electrodes are low hydrogen electrodes to be used with dcep (electrode positive). The slag is chemically basic.
b. E7015 electrodes are commonly used for making small welds on thick base metal, since the welds are less susceptible to cracking. They are also used for welding high sulphur and enameling steels. Welds made with E7015 electrodes on high sulphur steels may produce a very tight slag and a very rough or irregular bead appearance in comparison to welds with the same electrodes in steels of normal sulphur content.
c. The arc of E7015 electrodes is moderately penetrating. The slag is heavy, friable, and easy to remove. The weld face is convex, although a fillet weld face may be flat.
d. E7015 electrodes up to and including the 4.0 mm (5/32 in) size are used in all welding positions. Larger electrodes are used for groove welds in the flat welding position and fillet welds in the horizontal and flat welding positio
e. Amperages for E7015 electrodes are higher than those used with E6010 electrodes of the same diameter. The shortest possible arc length shall be maintained for best results with E7015 electrodes. This reduces the risk of porosity. The necessity for preheating is reduced, therefore better welding conditions are provi
13.12.3 E7016 Classification
a. E7016 electrodes have all the characteristics of E7015 electrodes, plus the ability to operate on ac. The core wire and coverings are very similar to those of E7015, except for the use of a potassium silicate binder or other potassium salts in the coverings to facilitate their use with ac. Most of the preceding discussion on E7015 electrodes applies equally well to the E7016 electrod
b. Electrodes designated as E7016-1 have the same usability and weld metal composition as E7016 electrodes except that the manganese content is set at the high end of the range. They are intended for welds requiring a lower transition temperature than is normally available from E7016 electrodes.
13.12.4 E7018 Classification
a. E7018 electrode coverings are similar to E7015 coverings, except for the addition of a relatively high percentage of iron powder. The coverings on these electrodes are slightly thicker than those of the E7016 electrod
b. E7018 low hydrogen electrodes can be used with either ac or dcep. They are designed for the same applications as the E7016 electrodes. As is common with all low hydrogen electrodes, a short arc length shall be maintained at all tim
c. In addition to their use on carbon steel, the E7018 electrodes are also used for joints involving high-strength, high carbon, or low alloy steels. The fillet welds made in the horizontal and flat welding positions have a slightly convex weld face, with a smooth and finely rippled surface. The electrodes are characterized by a smooth, quiet arc, very low spatter, and medium arc penetration. E7018 electrodes can be used at high travel spee
d. Electrodes designated as E7018-1 have the same usability and weld metal composition as E7018 electrodes, except that the manganese content is set at the high end of the range. They are intended for welds requiring a lower transition temperature than is normally available from E7018 electrodes.
13.12.5 E7018M Electrodes
a. E7018M electrodes are similar to E7018-IH4R electrodes, except that the testing for mechanical properties and for classification is done on a groove weld that has a 60 degree included angle and, for electrodes up to 4.0 mm (5/32 in), is welded in the vertical position with upward progression. The impact test results are evaluated using all five test values and higher values are required at -29 C (-20 F), see Table V. The maximum allowable moisture-in-coating values in the ‘as-received’ or reconditioned state are more restrictive than that required for E7018R.
b. E7018M is intended to be used with dcep type current to produce optimum mechanical properties. However, if the manufacturer desires, the electrode may also be classified as E7018 provided the requirements of AWS A5.1 for E7018 are met.
c. In addition to their use on carbon steel, the E7018M electrodes are used for joining carbon steel to high strength low alloy steels and higher carbon steels. Fillet welds made in the horizontal and flat welding positions have a slightly convex weld face, with a smooth and finely rippled surface. The electrodes are characterized by a smooth, quiet arc, very low spatter, and medium arc penetration.
13.12.6 E7028 Classification
a. E7028 electrodes are very much like the E7018 electrodes, but are only suitable for fillet welds in the horizontal welding position and groove welds in the flat welding position, whereas E7018 electrodes are suitable for all positi
b. The E7028 electrode coverings are much thicker. They make up approximately 50 percent of the weight of the electrodes. The iron content of E7028 electrodes is higher (approximately 50 percent of the weight of the coverings). Consequently, on fillet welds in the horizontal position and groove welds in the flat welding position, E7028 electrodes give a higher deposition rate than the E7018 electrodes for a given size of electrod
13.12.7 E7048 Classification
Electrodes of the E7048 classification have the same usability, composition, and design characteristics as E7018 electrodes, except that E7048 electrodes are specifically designed for exceptionally good vertical welding with downward progression.
TABLE I – Electrode Classification
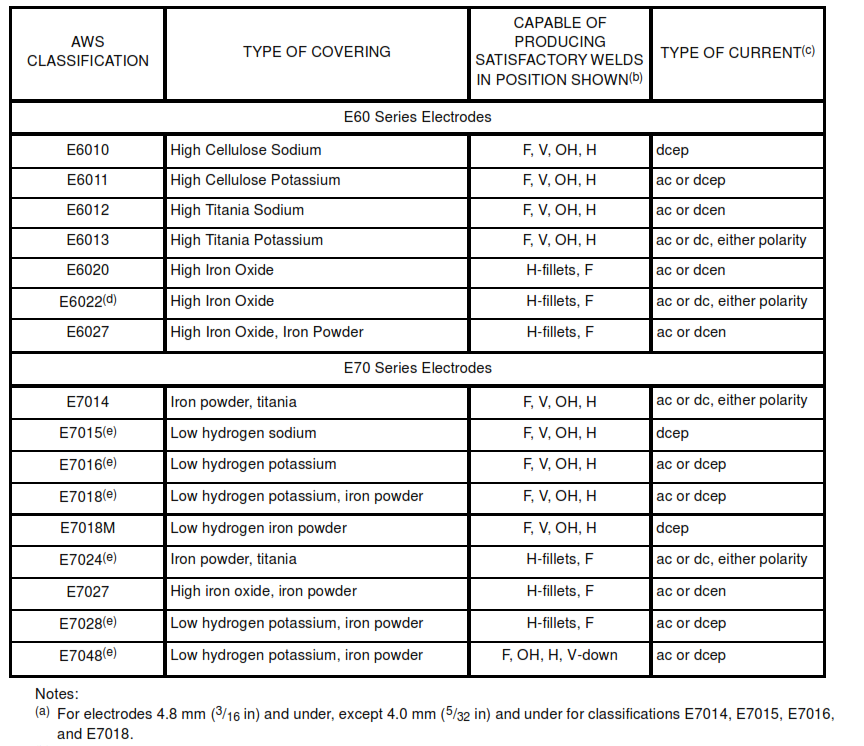

TABLE II -Chemical Composition Requirements for Weld Metal
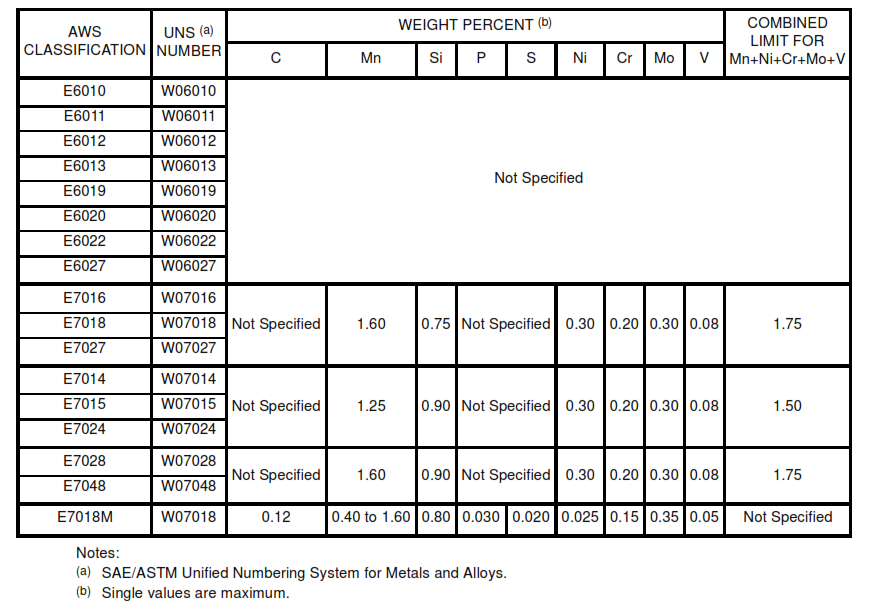
TABLE III Relative Rating (a) of Factors Affecting Preliminary Selection of Popular Mild Steel Electrodes*
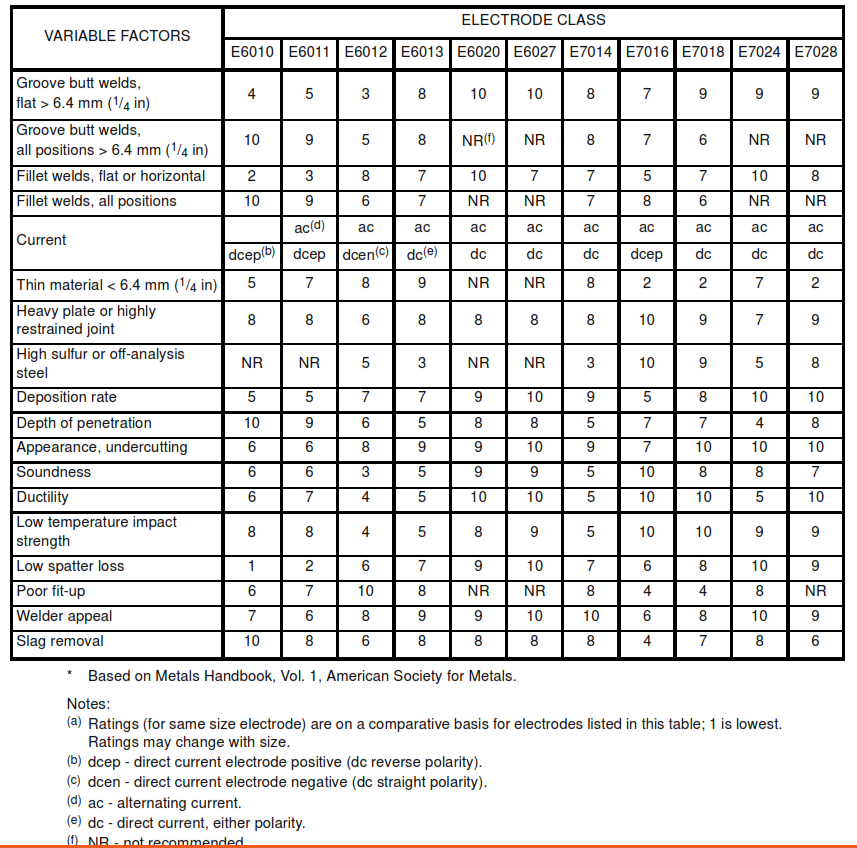
TABLE IV Tension Test Requirements (a,b)
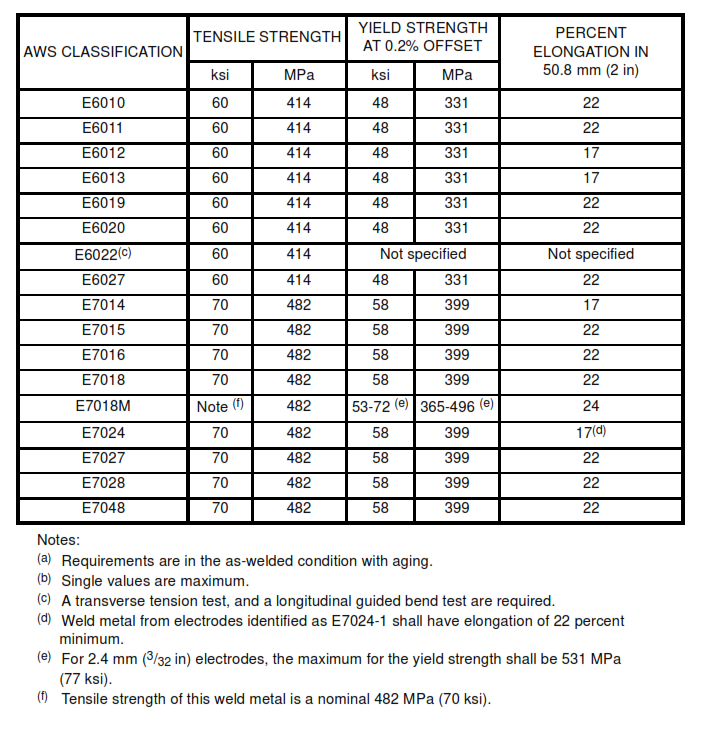
TABLE V – Charpy V Notch Impact Requirements

TABLE VI -Typical Amperage Ranges
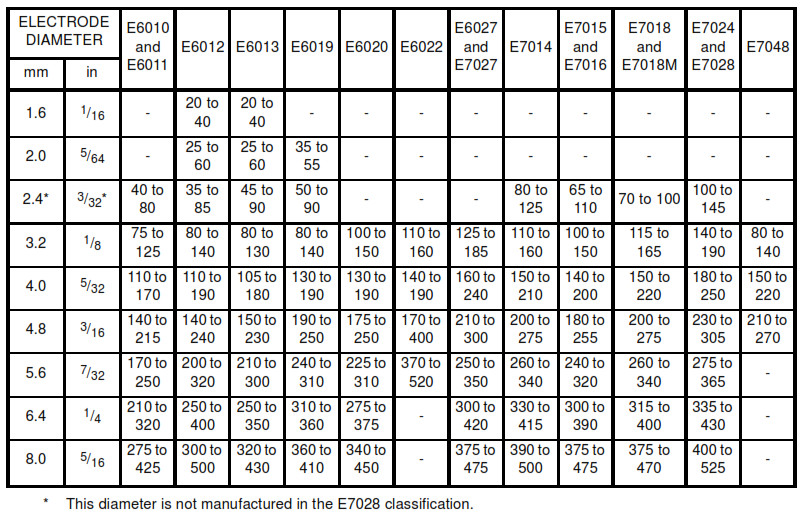
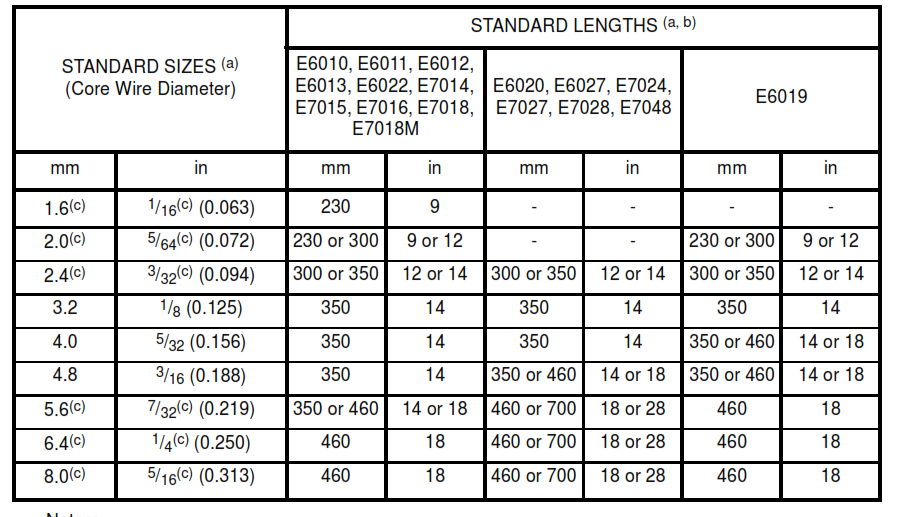
TABLE VII -Standard Sizes and Lengths
Notes:
(a) Lengths and sizes other than these shall be as agreed to by supplier.
(b) In all cases, end-gripped electrodes are standard.
(c) These diameters are not standard sizes for all classifications.
TABLE VIII -Typical Storage and Drying Conditions for Covered Arc Welding Electrodes
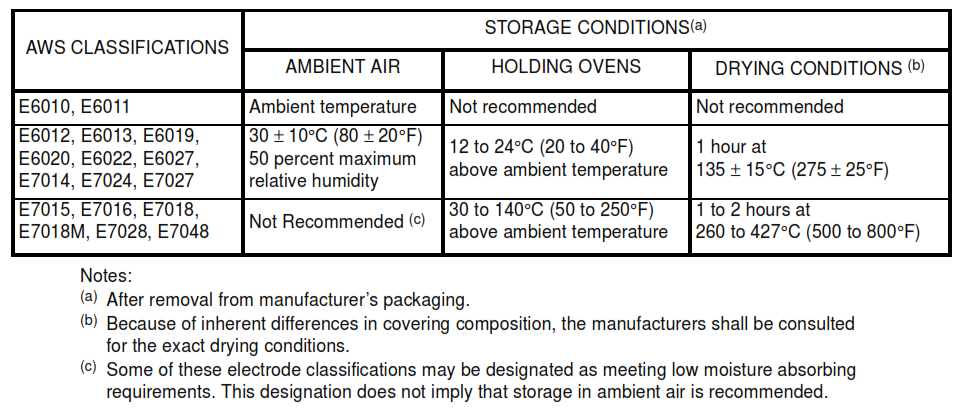
TABLE IX – Diffusible Hydrogen Limits for Weld Metal

Discover more from PAKTECHPOINT
Subscribe to get the latest posts sent to your email.