1. SCOPE………………………………………………………………………………..2. REFERENCES
3. GENERAL
DETAIL
700 Base Support for Socketweld and Screwed Pipe NPS 3
/4 to 2 ……701 Base Support for Butt Weld Pipe NPS 2 to 24
702 Base Support for Butt Weld Pipe with Spring Support NPS 2 to 24
703 Base Support with Slide Plates for Butt Weld Pipe NPS 2 to 24 …704 Slide Plate Assembly for Base Support for NPS 2 to 24
705 Bolt-on Base Support for Pipe NPS 2 to 24 for Low Alloy and
SS Pipe Upto 400 °C (750 °F)
706 Bolt-on Base Support with Spring for Pipe NPS 2 to 24 for
Low Alloy and SS Pipe Upto 400 °C (750 °F) ……………………………707 Bolt-on Base Support with Slide Plate for Pipe NPS 2 to 24
for Low Alloy and SS Pipe 400 °C (750 °F)
711 Bolt-on Base Support for Pipe NPS 2 to 24 for Low Alloy and
SS Pipe at >400 °C (750 °F)
712 Bolt-on Base Support with Spring for Pipe NPS 2 to 24
for Low Alloy and SS Pipe at >400 °C (750 °F)………………………….713 Bolt-on Base Support with Slide Plate for Pipe NPS 2 to 24
for Low Alloy and SS Pipe at >400 °C (750 °F)
714 Concrete Pad for Base Support Used in Unpaved Areas
1. Scope
The pipe support standard drawings in this standard shall be used in conjunction with SES P01-E06.
2. References
Reference is made in this standard to the following documents. The latest issues, amendments and
supplements to these documents shall apply unless otherwise indicated.
SABIC Engineering Standards (SES)
P01-E06 Pipe Supports, Hangers, Guides and Axial Restraints
Manufacturers Standardization Society (MSS)
SP-58 Pipe Hangers and Supports – Materials, Design and Manufacture
3. General
3.1 Standard pipe supports listed in this standard are pre-engineered for selection within the window for
allowable loads provided in SES P01-E06.
3.2 See the selection charts in SES P01-E06 for application.
3.3 All hardware shall be selected from a manufacturer that conforms to MSS SP-58.
3.4 Grinnell figure references are to components in ITT Grinnell catalogue.
DETAIL 700
Base Support for Socketweld and Screwed Pipe NPS 3/4 to 2

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) See Detail 106 for application.
(3) Use Detail 2 for socket weld connections.
DETAIL 701
Base Support for Butt Weld Pipe NPS 2 to 24

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) See Detail 106 for application.
DETAIL 702
Base Support for Butt Weld Pipe with Spring Support NPS 2 to 24

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) See Detail 106 for application.
(3) See spring support specifications (project specified, for example: ITT Grinnel or similar)
for details of bolt hole, size, numbers and spacing.
DETAIL 703
Base Support with Slide Plates for Butt Weld Pipe NPS 2 to 24
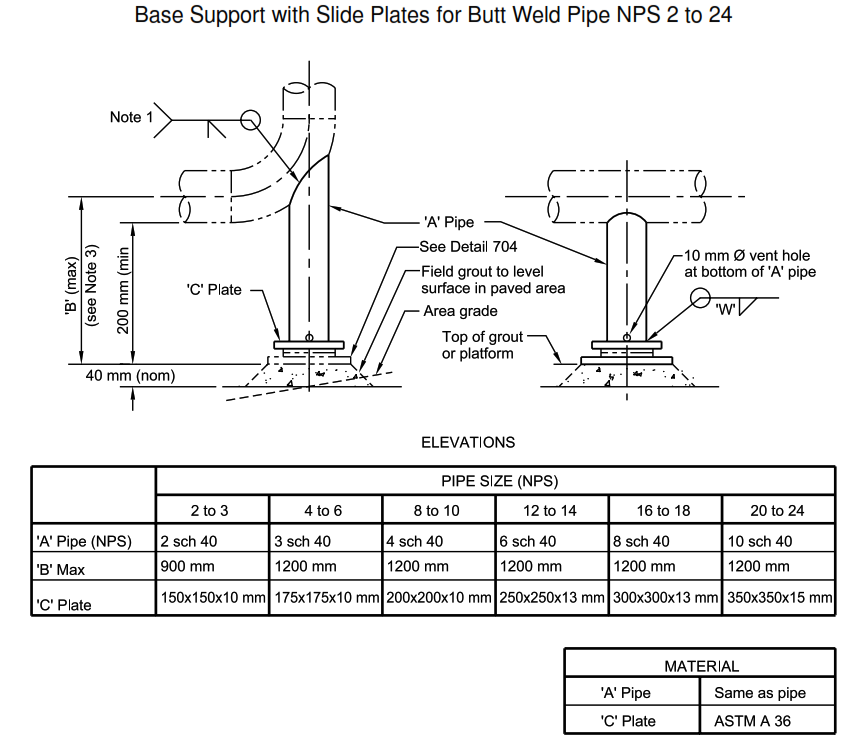
Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) See Detail 106 for application.
(3) Length ‘B’ is calculated based on pipe ‘A’ and the load on the support.
DETAIL 704
Slide Plate Assembly for Base Support for NPS 2 to 24

Note: Guide 50 mm x 6 mm x 100 mm long (if required) field weld to ‘J’ plate at two places.
DETAIL 705
Bolt-on Base Support for Pipe NPS 2 to 24 for Low Alloy and SS Pipe Upto 400 °C (750 °F)

Notes:
(1) Full penetration weld. Do not cut hole in pipe. Since pipe wall is
thin (< 6 mm) support shall be welded to the clamp rather than the pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 706
Bolt-on Base Support with Spring for Pipe NPS 2 to 24 for Low Alloy and SS Pipe
Upto 400 °C (750 °F)

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 707
Bolt-on Base Support with Slide Plate for Pipe NPS 2 to 24 for Low Alloy and SS Pipe
Upto 400 °C (750 °F)

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 711
Bolt-on Base Support for Pipe NPS 2 to 24 for Low Alloy and
SS Pipe at >400 °C (750 °F)

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 712
Bolt-on Base Support with Spring for Pipe NPS 2 to 24 for Low Alloy and
SS Pipe at >400 °C (750 °F)
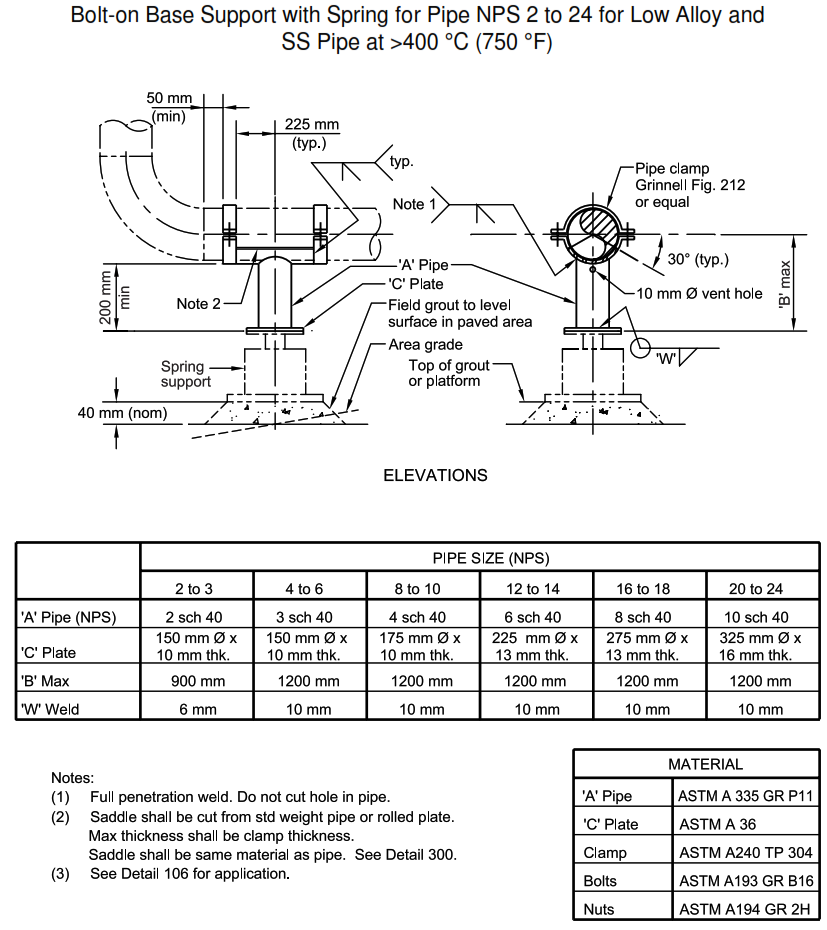
Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 713
Bolt-on Base Support with Slide Plate for Pipe NPS 2 to 24 for Low Alloy and
SS Pipe at >400 °C (750 °F)

Notes:
(1) Full penetration weld. Do not cut hole in pipe.
(2) Saddle shall be cut from std weight pipe or rolled plate.
Max thickness shall be clamp thickness.
Saddle shall be same material as pipe. See Detail 300.
(3) See Detail 106 for application.
DETAIL 714
Concrete Pad for Base Support Used in Unpaved Areas

Note: Notify SABIC for loads greater than 9000 N.