Transducers and Instrumentation for Vibration Measurement and Monitoring of Rolling Element Bearings
1. REBAM Instrumentation System
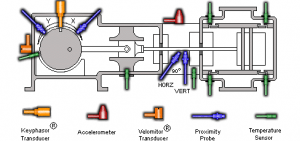
Rolling Element Bearing Activity Monitor. The REBAM system uses a high-gain, low-noise eddy current proximity transducer that is installed in the bearing housing observing the bearing outer ring.

The bearing outer ring contains the outer race. The REBAM® transducer measures the very small (microinch/micrometre) deflection of the outer ring as the rolling elements pass the area observed by the transducer. These deflections are measured in terms of displacement. The operating frequency range for the REBAM® transducer system is from 0 Hz (dc) to 10 kHz (0 to 600 kcpm). The REBAM® system is a direct and very sensitive method of rolling element bearing measurement. It offers a very high signal-to-noise ratio, as compared to casing-mounted acceleration or velocity measurements.
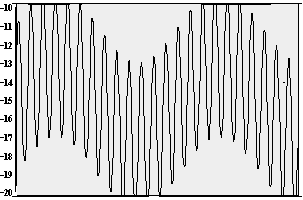
Through the use of electronic filters, the REBAM® vibration signal is separated into Rotor Vibration and Prime Spike regions as previously discussed. Typical Prime Spike amplitudes are 10 to 50 microinches (0.25 to 1.3 micrometres) for a good bearing and 2 to 5 times that for a damaged bear-ing. However, the amplitude of the REBAM® signal is highly dependent upon the amount of loading on the elements as they pass the location of the probe, and it is, therefore, not possible to give broad guidelines for a healthy or a damaged bearing. A common practice is to take readings on what is known to be a healthy bearing and set the monitor Alert and Danger alarm levels at 1.5 and 2 times the baseline level. Field and lab tests confirm that using such alarm levels provides adequate failure protection.
2. Casing Vibration Instrument Systems
Rolling element bearing condition can be monitored by using casing measurements. Overall velocity or displacement, Prime Spike velocity, and the high frequency acceleration regions can be used. Bently Nevada can provide accelerometer or velocity transducer-based systems to monitor rolling element bearing condition. Overall casing velocity or displacement provides a means for determining the general mechanical condition of rolling element bearing machinery.
For a velocity transducer-based system, the frequency range used is from 10 Hz to 1 kHz (600 cpm to 60 kcpm). For an accelerometer-based system, the frequency range used is from 10 Hz to 20 kHz (600 cpm to 1.2 million cpm). Depending on the machine speed, the velocity system frequency range is likely to span the Rotor frequency region and the lower end of the Prime Spike frequency region. The acceleration system will cover the Rotor frequency region, Prime Spike region, and into the high frequency region.
As stated previously, the Prime Spike region is used by Bently Nevada to monitor the rolling element bearing-related frequencies (inner/outer race defects). By filtering out the rotor-related vibration signals (i.e., 1X, 2X, etc.), it is possible to get better signals related to the rolling element bearing condition. The Prime Spike frequency region includes thefundamental element passage frequency (EPx) and harmonics up to 7 EPx.