1. SCOPE …………………………………………………………………………………… 2. APPLICATION
3. GENERAL
4. SAFETY …………………………………………………………………………………. 4.1
Mechanical Cleaning
4.2
Chemical Cleaning
4.3 Vapor
Cleaning
…………………………………………………………………….
5. CLEANING PROCEDURES
5.1
Procedure A-1: Water Flush
5.2
Procedure A-2: Air Blow ………………………………………………………..
5.3
Procedure B: Steam and Detergent Cleaning
5.4
Procedure C-1: Acid Cleaning for Stainless Steel
5.5
Procedure C-2: Pickle (Sulfuric Acid 7method) for Carbon Steel
5.6
Procedure C-3: Pickle (Citric Acid Method) for Carbon Steel
5.7
Procedure D-1: Mechanical Cleaning for Stainless Steel
5.8
Procedure D-2: Mechanical Cleaning for Carbon Steel ……………..
TABLE
I
Types of Stainless Steel – Pipe Contamination
II Types of Carbon Steel – Pipe Contamination
FIGURE
1 Steam – Out Wand (see Figure 2 for Details) ……………………………….. 2 Steam – Out Wand, Fabrication Details
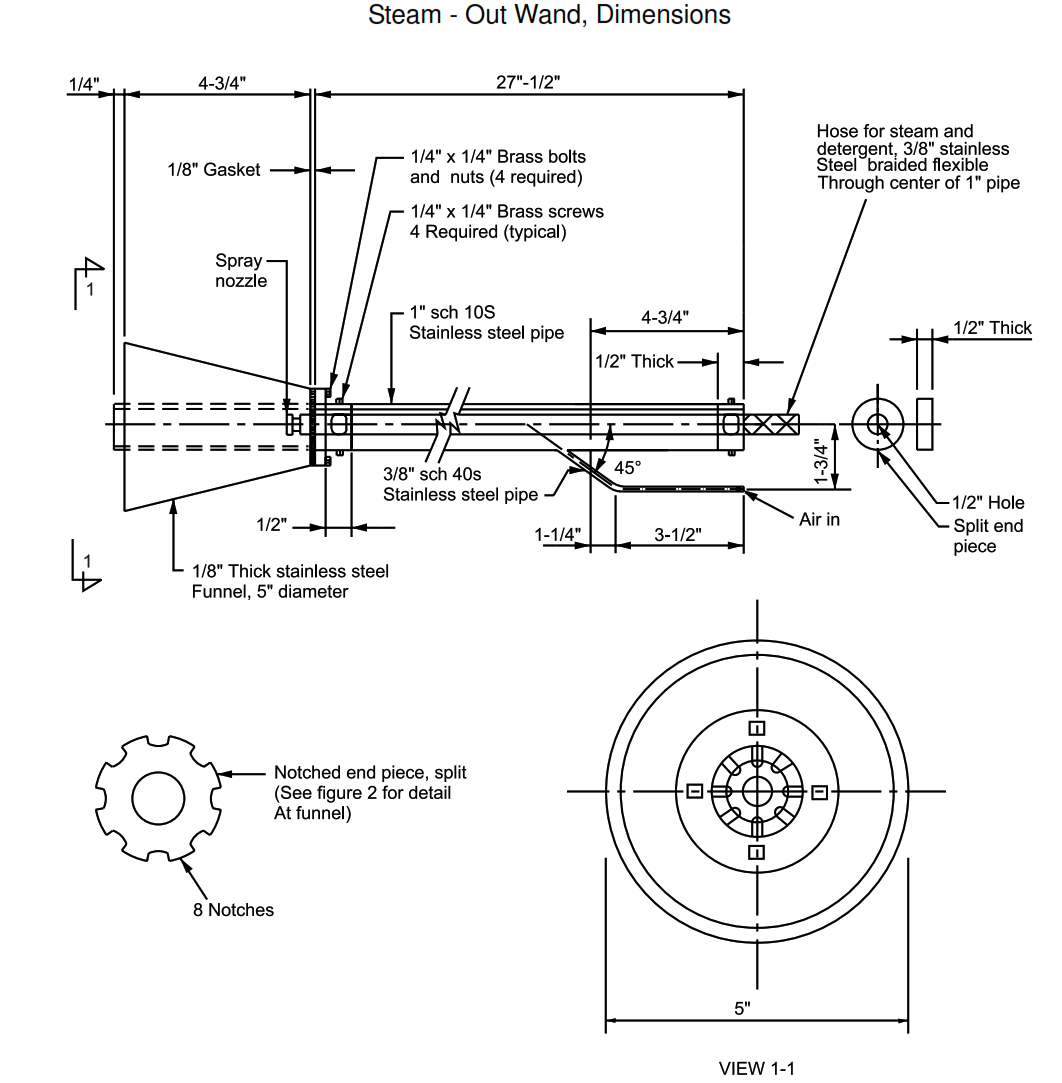
3 Steam – Out Wand, Dimensions
1. Scope
This specification describes procedures to clean stainless and carbon steel piping systems.
2. Application
2.1 New construction of piping systems requires some type of cleaning of debris. Debris can be identified
as substances such as dirt, grease, construction materials such as wood, wire, hard hats, tools, weld slag,
rust and scale, and any other small objects that could be misplaced inside the diameter of piping systems.
Chemical cleaning is required dependent upon service requirements.
2.1.1 All piping systems shall be flushed with water. Water flush is accomplished through hydrotesting of
piping systems. If water being drained still has evidence of debris, continue to flush with water until no
evidence of debris exists.
2.1.2 Lines that require cleaning as described in this standard shall be identified on the Mechanical Flow
Diagrams. The Process Engineering Group shall set the limits based on the service requirements and
equipment being protected from debris and contaminants generated during construction
2.2 Certain process services require chemical cleaning as described in procedures B, C-1, C-2, and C-3.
The listed services are not all inclusive. The process engineer shall have responsibility for identifying
services that require chemical cleaning. Typical examples of services requiring chemical cleaning:
a. Reciprocating Compressor suction piping
b. Super High Pressure Boiler Feed Water and High Pressure Steam
c. Product Shipping Lines
d. Specialty Chemical /Catalyst lines
e. Oxygen
f. Hydrogen Peroxide
g. etc
These process services may require steps not identified in this standard. The designer shall be
responsible for verifying all steps to remove debris that would be detrimental to the process fluid, including
the provision of any temporary facilities for carrying out the chemical cleaning procedures.
3. General
Types of contamination are listed in Table I and Table II together with cleaning methods for their removal.
Table I
Types of Stainless Steel – Pipe Contamination
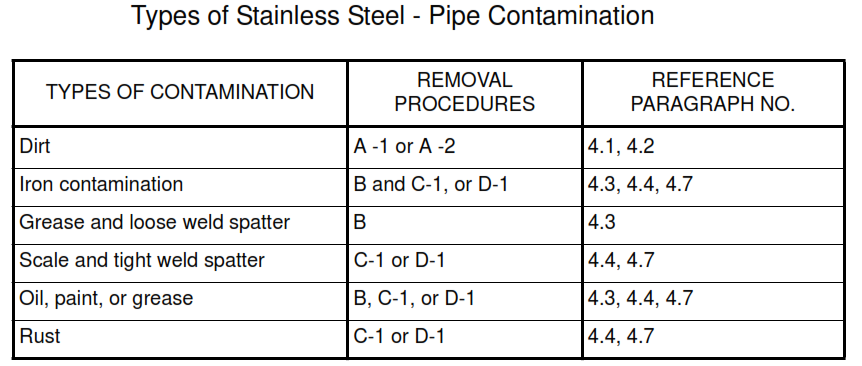
Table II
Types of Carbon Steel – Pipe Contamination
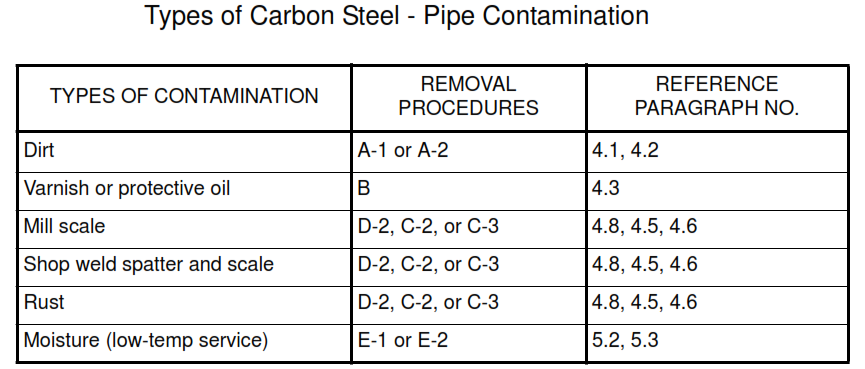
The cleaning method used, if a choice is permitted, should be selected based upon the facilities available.
Steam and detergent cleaning is much less costly than acid or mechanical cleaning. Each project
specification shall indicate the type of contamination to be removed.
All systems shall be sealed after cleaning to keep out dirt and moisture.
Cleaning in place with chemical cleaning solutions shall be compatible with all components of the piping
system; otherwise, components that would be adversely affected by the cleaning solution shall be
temporarily removed.
Use and disposal of cleaning solutions must be in accordance with plant policy or local regulations (or
both).
4. Safety
Pipe cleaning involves hazardous operations as listed below. Follow applicable safety precautions during
the various cleaning procedures to protect personnel and equipment.
4.1 Mechanical Cleaning
Rotating shafts, brushes, compressed air, and flying grit are hazards. Use protective equipment dictated by
site.
4.2 Chemical Cleaning
Acids and other chemicals, heated solutions, steam pressure hoses, spills, and sprays are hazards.
Provide protective clothing, eye protection, safety showers, and facilities to neutralize spills of spent
chemicals. Personnel should not breathe ferroxyl solution (or other chemical) vapors that may be harmful.
Adequate respiration must be provided when testing or cleaning in enclosed areas with inadequate
ventilation.
4.3 Vapor Cleaning
Steam, condensate, and other hazards are associated with chemical cleaning. Controlled discharge of
vapors to the atmosphere or condensate cooled by water sprays is essential to minimize personal contact.
5. Cleaning procedures
5.1 Procedure A-1: Water Flush
51.1 Flush pipe with chloride-free clean water.
5.1.2 Thoroughly drain the pipe and dry if required. Drying can be done by wiping or by blowing with clean,
dry compressed air or inert gas.
5.2 Procedure A-2: Air Blow
Blow with clean, dry compressed air. Use sufficient volume of air to create high velocity in pipe.
5.3 Procedure B: Steam and Detergent Cleaning
5.3.1 Steam-clean with a water solution of Pennwalt Corp.1
Cleaner MC-79, Oakite Products, Inc.2
Oakite
33, or approved equal. (Mix 1 gal MC-79 with 9 gal clean water; mix 1 gal Oakite 33 with 6 gal clean
water.)
Note: For pipe sizes NPS 1 through NPS 4, use equipment shown in Figure 1, Figure 2, and Figure 3
1 Pennwalt Corp., 3 Parkway, Philadelphia, PA 19102 (MC-79 available in 55-gal drums)
2 Oakite Products, Inc., 50 Valley Road, Berkley Heights, NJ 07922 (Oakite 33 available in 4 one- gal
bottles per case).
5.3.2 Drain pipe thoroughly and flush with clean water.
5.3.3 Dry pipe by wiping or by blowing with clean, dry compressed air or inert gas.
5.4 Procedure C-1: acid Cleaning for Stainless Steel
The choice of acid cleaning solution depends upon the composition, heat treatment, and form of the
stainless steel to be cleaned. Choose the acid cleaning solution as follows:
a. For mill products or castings in the solution-annealed condition of Type 300 or 400 series and
Carpenter 20 Cb (UNS N08020), Alloy B (UNS N10001), or Alloy C-276 (UNS N10276) material, or to
weld-ments, mill products, or castings of CF-8, CF-8M, CF-3, CF-3M, and SW20M (CN-7M): use a
nitric-hydrofluoric acid.
(i) Cleaning solution shall be composed of a mixture of 60–67 percent nitric acid, 10 percent by
volume; 52 percent hydrofluoric acid, 1.3 percent by volume; and water, 88.7 percent by volume.
(ii) Pump cleaning solution through the pipe at 60 to 66 °C (140 to 150 °F) for 15 minutes, or at
room temperature for 30 minutes.
(iii) Flush pipe thoroughly with clean water.
(iv) Dry pipe by wiping or by blowing with clean, dry compressed air or inert gas.
(v) If contamination is still present after acid cleaning, blast cleaning is suggested (see 5.7)
b. For weldments of Type 304, 316, or any of the other non-extra low carbon (ELC), non-stabilized
grades, or for severely sensitized items (such as those that have been stress-relieved) of any of the
grades (including ELC and stabilized): use a weak acid.
(i) Cleaning solution shall be 10 percent oxalic acid. Mix 1 lb of oxalic acid crystals with 10 lb of
water.
(ii) Pump cleaning solution through the pipe at 60 to 66 °C (140 to 150 °F) for 15 minutes, or at
room temperature for 30 minutes.
(iii) If contamination is still present after acid cleaning, blast cleaning is suggested (see 5.7).
Note: The Type 400 series stainless steels will contain a gray smudge after pickling. This smudge must be
removed prior to ferroxyl testing by thoroughly washing with water, detergent, and scrub brushes. If this
smudge is not completely removed, the ferroxyl test will give a positive indication.
5.5 Procedure C-2: Pickle (Sulfuric Acid 7 method) for Carbon Steel
a. Pickle with a solution of one part Metclean No. 1 or equivalent (inhibited sulfuric acid)3 to 10
parts of clean water. Heat and maintain pick-ling bath between 71 and 82 °C (160 and 180 °F).
b. Pump solution through pipe or immerse pipe in a pickling tank until clean.
c. Flush with clean water.
d. Inspect and repeat steps 2 and 3 if necessary.
e. Rinse with a neutralizer solution.
f. Dry as required by the process in which the pipe is being used.
5.6 Procedure C-3: Pickle (Citric Acid Method) for Carbon Steel
a. Pickle in a solution of 3-1/2 gal of water per lb of citric acid (required anhydrous granular citric
acid).4 Heat and maintain pickling solution between 82 and 88 °C (180 and 190 °F).
b. Pump the solution through pipe or immerse pipe in a pickling tank until clean.
c. Flush with clean water.
d. Inspect and repeat steps 2 and 3 if necessary.
e. Rinse with a neutralizer solution of 5.0 percent soda ash (Na2CO3).
f. Flush with rust inhibitor consisting of 0.5 percent sodium nitrite (NaNO2), 0.25 percent disodium
phosphate (Na2HPO4), and 0.25 percent monosodium phosphate (NaH2PO4).
g. Dry as required by the process in which the pipe is being used.
5.7 Procedure D-1: Mechanical Cleaning for Stainless Steel
5.7.1 Blast-clean inside of pipe and fittings with clean, iron-free sand or alundum grit. Follow blast-cleaning
with cleaning procedure A-1 or A-2. Repeat if free iron is found. Use ferroxyl test if required. Blast-cleaning
of clad material should not be carried to the point of seri-ously reducing the cladding thickness.
5.7.2 Walnut-shell blast provides very smooth interior surfaces. Blast inside of pipe and fittings until desired
results are obtained. Follow walnut-shell blasting with cleaning procedure A-1 or A-2.
5.7.3 For brush cleaning, use stainless steel wire brushes.5 Follow the wire-brush cleaning with cleaning
procedure A-1 or A-2.
Note 3 Available from Pioneer Salt & Chemical Co., 940 N. Delaware Avenue, Philadelphia, PA 19123
Note 4 Available from Miles Laboratories, Elkhart, IN in 100-lb quantities.
Note 5 T. C. Wilson, Inc., 21-13 44th
Avenue, Long Island City, NY 11101.
Note: Any one, or all, of the mechanical cleaning procedures may be required to effectively clean stainless
steel pipe and fittings when weld spatter or scale (or both) have formed from welding.
5.8 Procedure D-2: Mechanical Cleaning for Carbon Steel
5.8.1 Blast clean inside of pipe and fittings. Wire brushing with power rotary wire brushes is an alternate
method.5 A rotary cutter followed by wire brushing should be used on heavily rusted, pitted, and
weld-spattered pipe, and on pipe with tightly adhered scale.
5.8.2 Blow out residues with clean, dry compressed air.
6.Figure 1 through 3 apply to cleaning procedure B: steam and detergent cleaning.
Figure 1
Steam – Out Wand (see Figure 2 for Details)
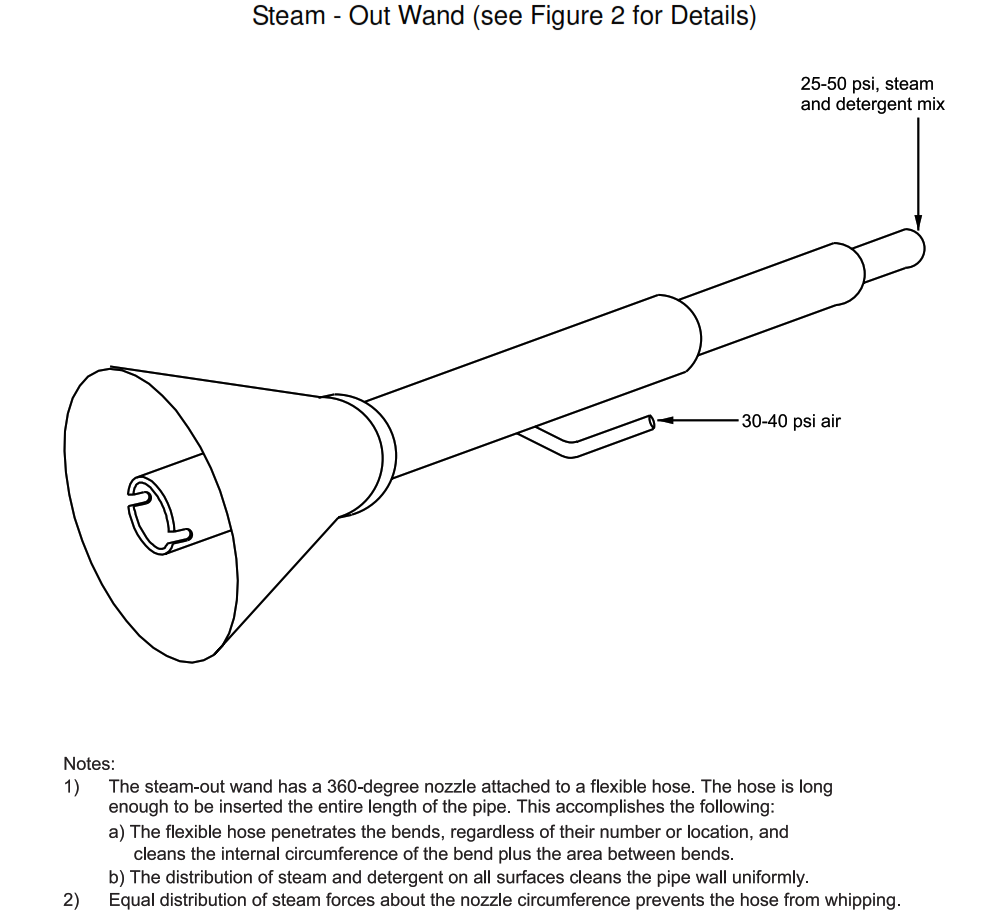
Figure 2
Steam – Out Wand, Fabrication Details
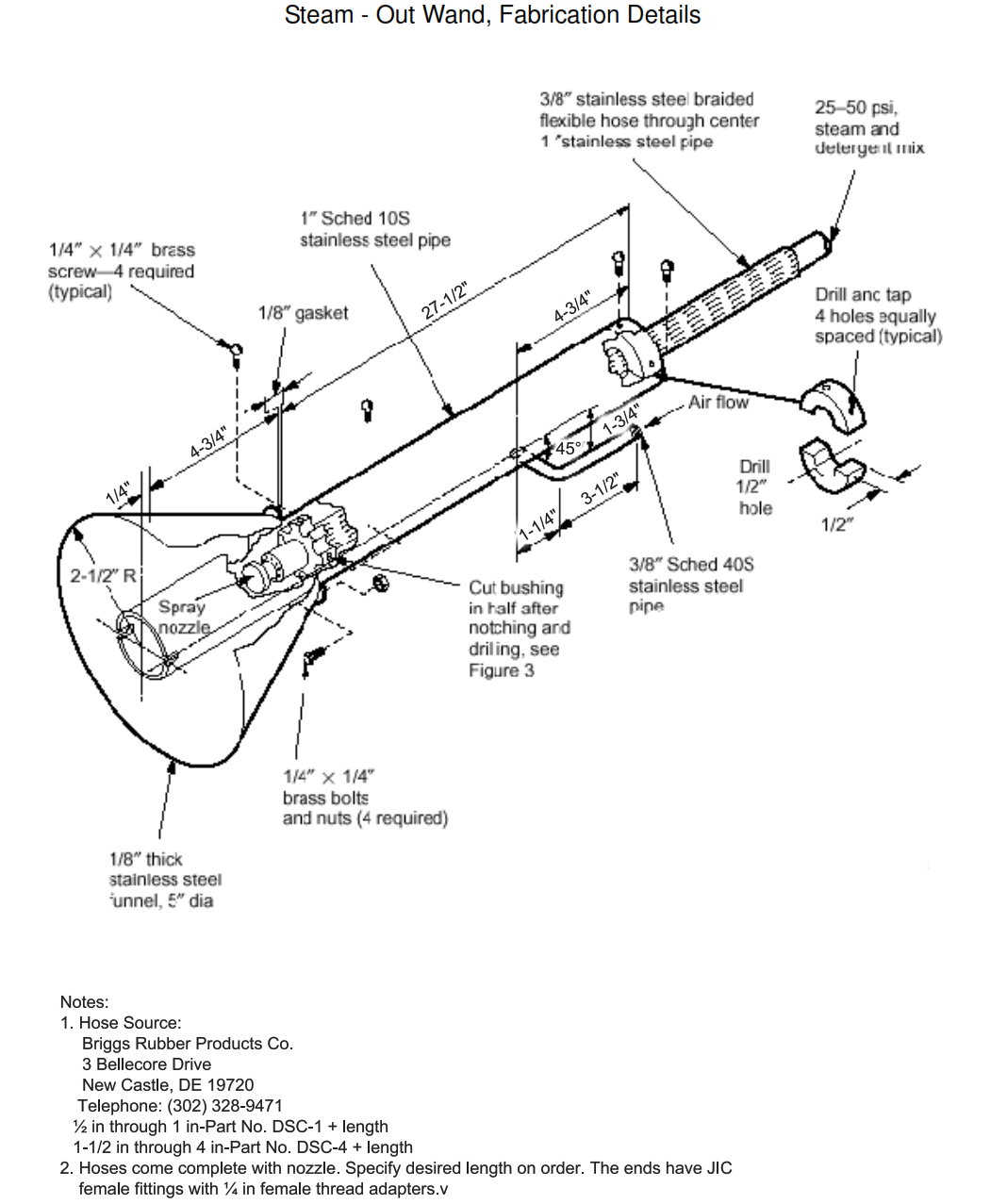
Figure 3
Steam – Out Wand, Dimensions