PURPOSE
SCOPE
APPLICABLE DOCUMENTS
RESPONSIBILITY
MANPOWER
TOOLS & EQUIPMENT
MATERIAL RECEIVING, STORAGE & PRESERVATION
METHODS/PROCEDURES
QUALITY CONTROL
SAFETY PRECAUTION
ATTACHMENTS
1.0 PURPOSE
This method statement shall provide minimum guidelines to carry out the repair of damage nozzle For Plants and refinery projects. In accordance with contract scope of work and project specification.
2.0 SCOPE
2.1. This specification covers the minimum requirements for repair of damage nozzle of Plants and refinery projectss.
3.0 APPLICABLE DOCUMENTS
3.1. Project Specification and Standard
3.1.1. S-000-1360-001 Piping Material Specification
3.1.2. S-000-1360-002 Identification of Piping Materials
3.1.3. S-000-3160-002 Specification for Piping Construction Work in Field
3. 1 .4. S-000-13A0-001 Supplementary Specification for External Coating
3.1.5. S-000-13A0-002 Supplementary Specification for Safety Identification and Safety Colors
3.1.6. S-000-1630-003 Material and Equipment Protection Program at Work Site
3.2. Saudi Aramco Standard
3.2.1. SAES-L-350 Construction of Plant Piping
3.2.2. SAES-D-008 Repairs, Alterations, and Re-rating of Process Equipment
3.2.3. SAES-W-010 Welding requirements for pressure vessels
3.2.4. SAEP-1142 Qualification of Non-Saudi Aramco NOT Personnel
3.2.5. SAEP-1145 Liquid Penetrant Examination
3.3. Applicable SATIP/SAIC/SATR
3.3.1. SATIP-W-010-01 Welding of Pressure Vessel
3.3.2. SATIP-F-001-01 Fired Heaters – Field Installation
3.3.3. SAIC-L-2011 Piping Pre-Installation Inspection (Prior to On-Plot
3.3.4. SAIC-L-2017 Piping / Equipment Internal Cleaning Inspection
4.0 RESPONSIBILITY
4.1. Construction Manager shall implement all HSE requirements for the job, shall study, analyze and schedule all construction activities with his department to include manpower and equipment line up as well as other possible resources required for the successful implementation of the construction work activities. He shall study all aspects of work procedure as per JGC/DEC Technical Scope of Work.
4.2. Mechanical Superintendent shall study and review all necessary documents for the installation works to include, technical scope of work, specification, bill of quantities, planned milestone dates and construction procedure to support his supervisor. He shall monitor the availability of materials in accordance with construction schedules. He shall directly report to construction Manager.
4.3. Mechanical Supervisor shall be directly reporting to the Mechanical Superintendent and responsible for the implementation and control of all site activities per Technical Scope of Work and latest approved construction drawings. He shall coordinate with other discipline to visualize possible conflicts in the drawing as well as in the schedules to provide other options in preventing unnecessary delays and obstructions.
4.4. The Welding Supervisor and Foreman are solely responsible to ensure that all welding works are in conformance with applicable codes, standards, specifications and approved procedures.
4.5. Mechanical Foreman shall be responsible for the direct work supervision at site and ensure that the work is performed in accordance with Technical Scope of Work and latest approved for construction drawings.
He shall monitor the availability of materials in line with his required schedule at site and reports directly to Mechanical Supervisor.
4.6. QC Inspector shall be responsible for inspection and monitoring of the work and ensure that the work is performed and properly documented in accordance with Project requirements.
4.7. Safety Supervisor shall be responsible for monitoring safety aspects and ensuring that the work is done in accordance with Safety Standard Procedure and Aramco Safety Manual. He shall discuss with the workers the characteristics of related materials and status of work area giving reminders as an additional point to work safely.
5.0 MANPOWER
5.1. The Mechanical Supervisor shall control the overall activity. The basic manpower under him shall consist but not limited to the following:
5.1.1. Mechanical Foreman
5.1.2. Welding Foreman
5.1.3. Pipe fitters
5.1.4. Welders
5.1.5. Helpers
5.2. Safety Engineer/Officer
6.0 TOOLS AND EQUIPMENT
6.1. Tools and equipment needed should be in good condition and must be checked by Piping Supervisor / Safety Officer prior to use in the construction area. These includes but not limited to:
6.1.1. Equipment, Tools, Jigs, Instruments
6.1.1.1 Wrenches
6.1.1.2 Magnetic/Spirit Level
6.1.1.3 Welding tools
6.1.2. Equipments
6.1.2.1 DD Welding Machine
6.1.2.2 Hand Grinder
6.1.2.3 Pencil Grinder
6.1.2.4 Air compressor
6.1.2.5 Boom Truck
7.0 MATERIAL RECEIVING, STORAGE AND PRESERVATION
7.1. Material Receiving
7.1.1. Materials delivered shall be checked and inspected in accordance with applicable Saudi Aramco standard.
7.2. Material Handling/ Storage
7.2.1. All materials shall be handled with care to prevent damage.
7.2.2. End protection on APH flanges shall be firmly attached.
7.2.3. Contamination between carbon steel, stainless steel and non-ferrous alloy shall be avoided.
7.3. Material Preservation
7.3.1. Preservation shall be in accordance with manufacturer’s recommendation and Saudi Aramco Standard.
8.0 METHODS / PROCEDURE
8.1. Preparatory Works
8.1.1. Prior to start the repair activity; ensure necessary protection to all adjacent equipments and etc.
8.1.2. Check the compatibility of weld metal and base material.
8.1.3. ARCC / DEC/JGC QC shall visually inspect prior to start the activity.
8.1.4. Welder and welding procedures shall be approved.
8.1.5. Ensure that all required documents, equipments and tools were all been prepared. Approved for Construction (AFC) drawings shall be latest revision.
8.2. Repair Works
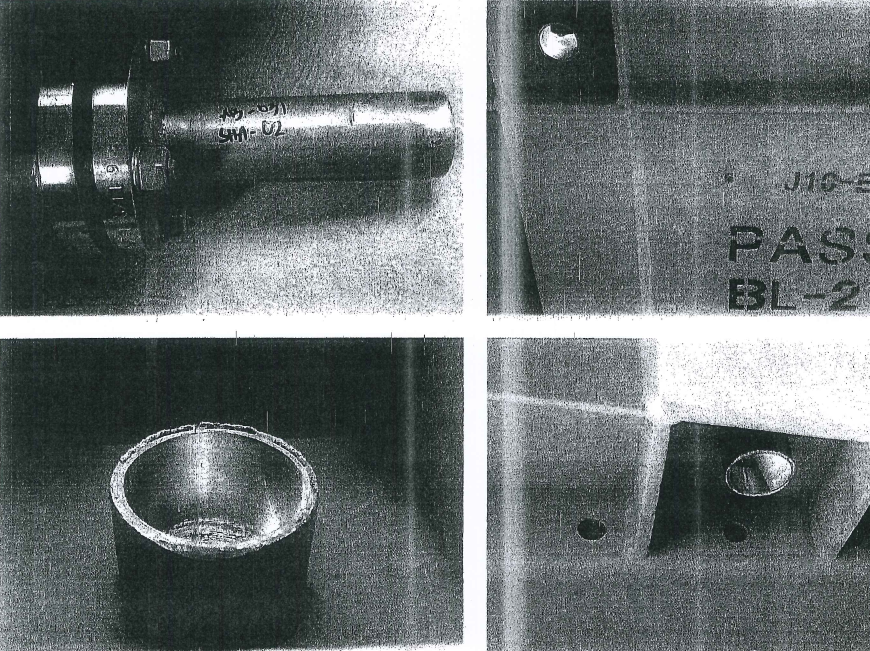
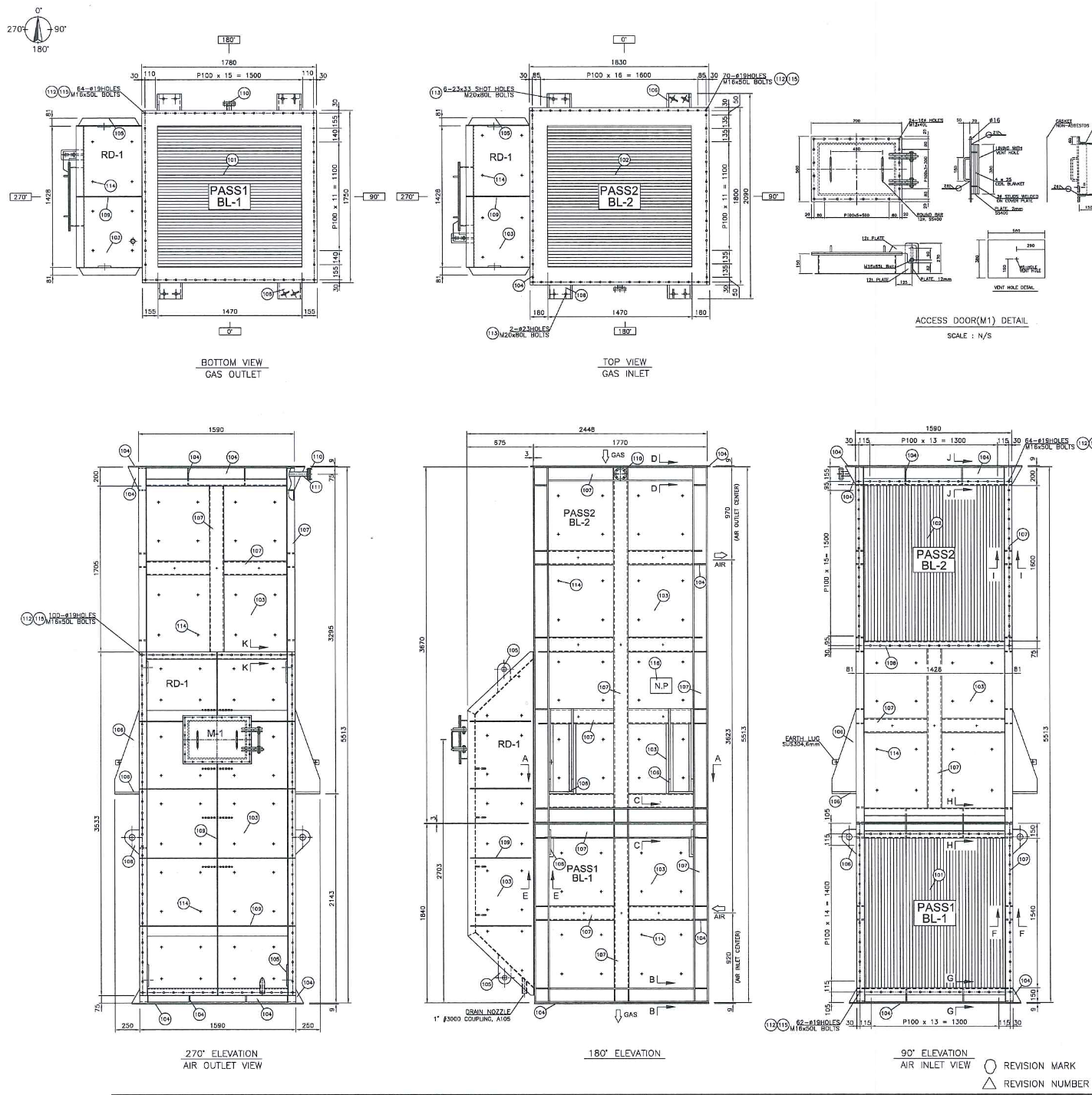
8.2.1. Repair of damage nozzle of APH shall be done in accordance with Approved for Construction Drawing (AFC), refer to Drawing No. V-2156-001-A-0342 or SI DW/AR-0280 where the locations of joint for repair specified from the existing APH.
8.2.2. Do internal inspection on the nozzle.
8.2.3. Flush grind the damage part of APH nozzle using grinder or any appropriate tools.
8.2.4. Weld the nozzle to the APH casing using qualified/ approved WPS with GTAW process of welding.
8.2.5. QC inspection on welded joint, visual inspection and PT.
8.2.6. After completion of weld joint and completing all the NOT requirements, field QC in-charge shall inform the client QC for the inspection of the completed weld joint as per the approved ITP.
8.2.7. Rejected welding joint shall be repair and subjected to visual testing and required NOE as applicable.
8.2.8. Once accepted, QC In-Charge shall prepare the required documents as applicable as per approved ITP and shall be submitted to client representative for final acceptance.
8.2.9. After acceptance by client other activities will commence.
8.3. Touch-Up and Coating
8.3.1. The touch-up and repair of coated surfaces at construction site shall follow Table A of S-000-13A0-001 “Supplementary Specification for External Coating”.
9.0 QUALITY CONTROL
9.1. ARCC QC personnel shall be assigned to ensure the quality control and assurance requirement of the project.
9.2. ARCC QC Inspector shall coordinate with other inspectors to conduct inspection as required in SATIP.
9.3. QC Inspector shall be responsible to conduct all required inspections/documentation and to ensure that all applicable requirements, codes, and standards are complied with.
9.4. Contractor has to utilize the applicable SAIC for every activity.
10.0 SAFETY PRECAUTION
Obtain the approval of the work permit from the concerned Company’s Representative before starting any work.
10.1. Fire Watcher with Fire Extinguisher shall be at work area whenever there is hot work and remains on scene for 30 minutes after welding are complete.
10.2. All electrical tools shall be checked and color-coded.
10.3. Continuous monitoring and inspection shall be implemented to detect and correct unsafe practices while performing the work activities.
10.4. Provide warning sign and sufficient barricade on working area and only assigned personnel will be allowed in the area.
10.5. Welding location shall be enclosed with wind barrier and provided with non asbestos fire blanket to prevent spread of any welding sparks.
10.6. Safety harness with double lanyards shall be used all the time when working at elevated temporary platforms 1.8 meters high and above.
10.7. Man lift users shall be trained and certified to operate and use the equipment.
10.8. Safety Supervisor shall monitor the work activities to help and to protect all assigned workers against exposure to safety hazards. He shall ensure that Personal Protective Equipment (PPE’s) are supplied by Supervisor and used and comply with applicable standards.
10.9. All rigging equipment shall be in good condition and possess a valid certification from authorized certifying and inspection department inspection and color coding shall be done in accordance will inspection guideline.
10.10. Toolbox meeting shall be conducted by Piping Supervisor daily so as work activities will be properly coordinated to all concerned and all safety infractions will be acted on immediately.
10.11. Housekeeping shall be maintained and working area shall be kept in a clean and tidy manner.
10.12. Job Hazard and Risk Assessment (JHRA) of this method statement shall be disseminated and explained to workers prior to start of work
10.13. Safety Requirements for Scaffolding shall be obtain during construction of Scaffolding Refer to Job Hazard and Risk Assessment (JHRA).
11.0 ATTACHMENT
11.1. ATTACHMENT 1 Job Hazard and Risk Assessment (JHRA)
11.2. ATTACHMENT 2 SI-DW/AR-0280