Following topics to be discussed here mainly ASME B16.34 with Design Limitations and Applications of Valves.
- SCOPE
- REFERENCES (ASME B16.34)
- GENERAL DESIGN REQUIREMENTS
- REQUIREMENTS FOR SPECIFIC VALVE COMPONENTS
- Body and Bonnet
- Valve Trim
- Valve Operators
- End Connections
- REQUIREMENTS AND APPLICATIONS FOR SPECIFIC VALVE TYPES
- Gate Valves
- Globe Valves
- Check Valves
- Ball Valves
- INSPECTION AND TESTING
- MARKINGS
- SHIPMENT
- PAINTING AND SURFACE PROTECTION
- VENDOR’S DRAWING APPROVAL
TABLE I – Gear Operator Table

Design Limitations and Applications of Valves – ASME B16.34
1. Scope
1.1 This Article provides design limitations and applications of steel gate, ball, globe, and check valves in nominal pipe sizes NPS 1/2 to 36 for Classes 150 to 2500, and supplements API 6D, API 594, API 600, API 602, API 608, ASME B16.34 valve standards and ASME B31.3 piping code.
1.2 This article covers the requirements for valves in new piping systems. Valves for maintaining or tie-in to existing systems may be in accordance with original specifications or this standard.
1.3 This article shall be used in conjunction with the individual SES valve material specifications in the SES P18 to P21, S01 to S03 series.
2. References
American Petroleum Institute (API)
6D Pipeline Valves
594 Wafer Check Valves
598 Valve Inspection and Testing
600 Steel Gate Valves – Flanged and Butt-welding Ends
602 Compact Steel Gate Valves
607 Fire Test for Soft Seated Valves
608 Metal Ball Valves
American Society of Mechanical Engineers (ASME)
B1.20.1 NPT
B16.10 Face-to-Face and End-to-End Dimensions of Valves B16.11 Forged Fittings, Socket-Welding and Threaded B16.25 Butt Welding Ends
B16.34 Steel Valves
B16.47 Large Diameter Flanges B16.5 Flanges and Flanged Fittings B31.3 Process Piping Boiler and Pressure Vessel Code, Section VIII, Div I
British Standards Institute (BSI)
1868 Globe Valves
1873 Check Valves
Manufacturers Standardization Society (MSS)
SP-44 Steel Pipelines Flanges
SP-45 Bypass and Drain Connection Standard
3. General Design Requirements (ASME B16.34)
3.1.1 The design standard for steel valves shall be ASME B16.34, or an applicable API standard. Pressure temperature ratings for steel valves designed to ASME B16.34, or an applicable API standard, shall be in accordance with ASME B16.34. Pressure temperature ratings for compact steel gate valves shall be in accordance with API 602.
3.1.2 Valves shall have face-to-face or end-to-end dimensions in accordance with ASME B16.10 or the applicable API standard. For valve sizes not included in ASME B16.10, dimensions shall be in accordance with vendor’s standard as approved by Company.
3.1.3 In hydrocarbon services, the minimum body rating of threaded and socket welded end NPS 2 and smaller valves shall be equivalent to API 602 Class 800.
3.1.4 ASME B16.34 Special Class valves have a constant operating pressure up to 260 °C (500 °F). Therefore, if the design pressure is less than 10 percent above the flange rating, a special class valve in a lower class as defined in ASME B16.34 shall be selected rather than a standard valve in the next higher class. This would represent considerable savings.
3.1.5 Bypasses, if specified, shall be welded to the valve body, and the valve shall be a high compliance globe valve. By-pass connections shall be in accordance with MSS SP-45 and ASME B16.34.
3.1.6 Valves with bodies of cast iron, ductile iron, or low melting point alloys, for example brass or bronze, shall not be used in hydrocarbon services. Valves with steel bodies shall be used in the following cases:
These Three Points to be remember
a. The first valve on tanks and other vessels whose failure could create a personnel or fire hazard, or result in a large monetary loss
b. Isolation valves on main utility lines entering a plant area, where the operating and shut-off valves are cast-iron or nonferrous construction
c. In hazardous areas where it is essential that the valve does not fail in a fire, for example, above ground, firewater system block valves
3.1.7 Emergency isolation valves shall be qualified fire safe in accordance with API 607.
3.1.8 Drain and vent valves shall be provided with a plug or blind on the discharge side. Auxiliary connections shall be sized and located in accordance with ASME B16.34.
3.1.9 Instrument root isolation valves, which separate the jurisdiction between Piping and Instrumentation, shall be API 602. Piping may still specify the material, but it is not process service.
3.1.10 Flangeless valves shall not be used as the first block valve against storage tanks or vessels containing hazardous materials.
4. Requirements for Specific Valve Components
4.1 Body and Bonnet as Per ASME B16.34
4.1.1 The threaded or ‘screwed’ bonnet and the union bonnet are least desirable, and are acceptable in utility services. Screwed bonnet, union bonnet and screwed body valves shall not be used in hazardous or hydrocarbon services.
4.1.2 Flanged or bolted bonnet shall be the preferred connection for most services, including hydrocarbons. End and bonnet flanges shall be cast or forged integral with the body. Bonnet flanges, bolting and gaskets shall be in accordance with ASME B16.34, or an applicable API standard.
4.1.3 Welded bonnet valves shall not be used in hydrocarbon services. They may be used in hydrogen and steam service, and where vibration is expected.
4.1.4 Pressure seal bonnet shall be used only in steam or high-pressure non-corrosive services. Its design consists of many crevices in which corrosion products and foreign matter can accumulate and so shall be limited primarily to high temperature cyclic services in which normal bonnets may leak. Substitution of bolted bonnet valves for seal-welded bonnets shall not be permitted without approval.
4.2 Valve Trim
4.2.1 Standard valve trims are defined, and assigned numbers in the applicable API standard. These trim numbers should be used wherever possible. Trim combinations not listed in API standards will be listed in the purchase description.
4.2.2 Valve seats shall be furnished in the form of separate rings that are pressed or threaded into the body, or as a weld overlay (integral) in the seat area of the body. When threaded seat rings are provided, they shall be secured in place to prevent loosening in service. This may be done by tack welding.
4.2.3 Hard faced or austenitic stainless steel valves may have seats that are integral with the body. Unless otherwise specified in the purchase order the seats shall be hard faced. Facings shall be welded on to a minimum finished thickness of 0.05 inch (1.6 mm).
4.2.4 Rising stem valves are recommended where high temperatures, corrosives and solids in the line may damage stem threads. Outside screw and yoke (OS&Y) is the preferred method for all services except water and air. The inside screw rising stem (ISRS) method is limited to water and air service only.
4.2.5 Where space is a limitation, rising stem valves are not preferred. Non- rising stem valves are preferred where space is limited and where the threads could not be clogged due to corrosion deposits and prevent smooth operation. This type shall be limited to water and air service.
4.2.6 The manufacturing tolerances on the stem shall be very closely specified to optimize surface smoothness and stem out of roundness. This will enhance the integrity of the stem packing, resulting in lower fugitive emissions.
Note:
4.2.7 The packing material shall be chemically compatible with the fluid, and have sufficient sealing properties at the temperature of operation. The packing gland shall be flanged with holes for two gland bolts. The stuffing box dimensions shall be suitable for accommodating the packing specified in accordance with the applicable API standard.
See Also: Forged Fittings Selection for Industry
4.3 Valve Operators
4.3.1 Operators shall be sized based on the maximum differential pressure of the valve pressure rating at 38 °C (100 °F) in the closed position. When the seating or unseating torque, combined with the drag of the packing causes a pull at the rim (rimpull) of 530 N (120 lbs) or more, the mechanical advantage shall be increased.
4.3.2 Unless otherwise specified in the purchase order, the valve shall be hand wheel operated. Hand wheel diameter is limited to 750 mm. Access to valve hand wheels and power operators shall conform to SES P01-E09. Hand wheels shall be crown type with notches or projections for handgrip and shall be constructed of malleable iron or corrosion resistant carbon steel. Hand wheels shall have direction arrows showing open and closed positions.
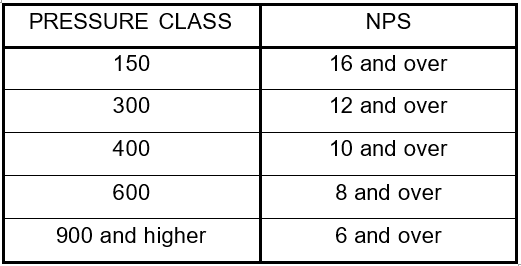
4.3.3 An alternative to manual operation is a gear operator. The gearbox shall be fully enclosed in a weatherproof housing, factory lubricated for life, and fitted with a hand wheel. Operator hand wheel shall be equipped with a 50.8 mm (2 inch) nut for operation with a pneumatic wrench. Table I details the allowable valve sizes above which a gear operator is required for specific pressure classes.
Table I Gear Operator Table
4.3.4 Valves over NPS 12 shall preferably be power actuated. Chain wheel operation shall not be provided for valves in emergency isolation service, or for valves with threaded body connection.
4.3.5 Power operators are an alternative to excessive rimpull and are suitable for remote operation. Power operators may be an electric motor, a hydraulic motor powered gearbox, or a linear actuator that is hydraulic or pneumatic. Power operated valves shall be purchased with a duty specification, in accordance with this standard.
4.4 End Connections
4.4.1 Steel threaded and socket weld connections shall be limited to pipe sizes NPS 2 maximum. Threaded connections shall comply with ASME B 1.20.1, NPT. Threaded connection on valve bodies and associated piping in water and air service shall be seal welded in accordance with SES P28-G01.
4.4.2 The valve used in conjunction with a welding boss (or an integrally reinforced outlet fitting) shall be an API 602 extended body male/female valve up to Class 600 rating systems. The use of an API 602 extended body valve with a welding boss results in the saving of a nipple and a weld. In addition, the connection is inherently stronger.
4.4.3 Welded end steel valves are recommended where high temperatures and pressures are encountered, and tight, leak proof connections are required. Butt welded ends of steel valves shall be in accordance with ASME B16.25 and SES P28-G01. The end-to-end dimension of butt weld end valves shall permit field welding without seat distortion or damage to the soft seals, if any.
4.4.4 Socket welding end valves shall be in accordance with ASME B16.11. Threaded and socket welding end valves with soft seals or seats shall have the body stress relieved and have factory-installed extension nipples. This prevents seat damage due to welding heat, in case of post weld heat treatment (PWHT) or seal welding. Alternatively, the soft parts shall be removed before welding.
4.4.5 In services where damage to the seats due to debris can be expected, and moderate leakage cannot be tolerated, welding-end valves, and others that cannot be removed from the line without serious difficulty, for example in restrained pipelines, shall be of a type that is repairable in the line (top-entry). Also, valves in such applications shall have provisions for sealant injection or other backup method of sealing.
Note:
4.4.6 Flanged ends shall conform to ASME B16.5 and SES P25-G01. End and bonnet flanges shall be forged or cast integral with the body. Steel flanges shall not be flat face type. Flat face type may be used only when mating with cast iron flat face flanges. Flanged ends larger than 24 NPS shall be in accordance with ASME B16.47, series ‘A’ (supersedes MSS SP-44).
4.4.7 Proprietary designs shall require a separate specification.
5. Requirements and Applications for Specific Valve Types
Minimum material requirements are specified in adopted PIPs referenced in SES P18 to P21, S01 to S03 series. The following information is provided to assist the user in selecting the appropriate valve for specific applications. However, great care should be exercised in valve selection based on ease of operation, availability, economics, maintenance, and past experience.
5.1 Gate Valves As Per ASME B16.34
5.1.1 The following requirements supplement those of API 600 and 602.
5.1.2 The minimum body wall thickness and stem diameter shall conform to API 600.
5.1.3 Unless otherwise specified in the purchase order, the gate shall be a wedge gate, and may be solid or flexible. However, valves that operate in very cold services and very hot services should be specified with the flexible wedge up to ASME class 600 and up to about 120 ºC (250 ºF). For valves NPS 6 and over, the wedge shall be one-piece.
5.1.4 The gate and shell shall have guide surfaces to minimize wear of the seats and to ensure stem and disc alignment. Yokes of valves 2 inch and smaller shall be integral with the bonnet but shall permit removal of the stem nut without removing the bonnet from the valve.
5.1.5 The stem of gear operated valves shall have sufficient length to retrofit power actuators without replacement of valve stem.
5.1.6 The nominal inside diameter of seat opening shall conform to ASME B16.34, Annex A.
5.1.7 Stem yoke nuts of valves with outside screw and non-rising hand wheel for sizes 6 NPS and larger in 600, 900, and 1500 pressure ratings or sizes 3 NPS in 2500 pressure rating shall have a thrust bearing. The stem connection to the wedge gate shall be T- head, integral with the stem.
5.1.8 If specified in the purchase order, valves NPS 2 and larger with 300 and higher rating shall have a lantern ring (of the same material as the stem) in the stuffing box, where a ¼ inch NPT tapped hole, complete with plug, shall be provided for possible assembly of lubricator or drain.
ASME B16.34 More Explanation
5.1.9 Isolation gate valves in pressure relief inlet and discharge and flare system piping services shall be installed with the stem horizontal or sloping down away from the valve. This is a safety measure so that in case of failure of the stem gate connection, the gate should stay in the open position. For clean gas service, the valves shall be soft seated with double block and bleed capability, if temperature permits.
5.1.10 Below grade, sectionalizing valves in firewater systems shall either have their stems protruding above ground, or provided with indicator posts.
5.1.11 Drain valves shall be of the wedge gate type except where controlled blowdown is required. Single drain valves discharging to atmosphere, gravity sewer or used for pump out shall be plugged or blinded gate valves that are relatively maintenance free.
5.1.12 Gate valves in cold service, below -46 C, shall have flexible wedges, with the two piece design preferred.
5.1.13 Gate valves in service below -73 C shall be fitted with an extended bonnet. Valves shall be fitted with an external relief system that will relieve excess pressure to the upstream or downstream side.
5.1.14 See 4.3 for valve operator requirements.
5.1.15 See 4.4 for flanged and welded end connection requirements.
5.2 Globe Valves
5.2.1 The following requirements supplement the applicable portions of API 600 and 602 or BSI 1873, despite their being for gate rather than globe valves.
5.2.2 The minimum wall thickness of body and bonnet shall be in accordance with of API 600 or BSI 1873. Unless otherwise specified in the purchase order, straight pattern body shall be supplied.
5.2.3 The body end ports shall be circular and shall not be less than as specified in ASME B16.34, Annex A for the inside diameter of a flanged fitting. The area of the flow passage shall be at least equal to the seat port area.
5.2.4 Straight pattern valves shall have provision for a drain tapping as detailed in MSS SP-45. Holes shall not be drilled or tapped unless specified in the purchase order.
5.2.5 The stem shall usually be of a one-piece design. Discs shall be renewable and have a spherical, ball-type or plug-type seating surface. When in the fully open position, the net area between the disc and the seat shall be at least equal to the area of the end ports.
5.2.6 Ball bearings (between yoke and yoke sleeve thrust carrying surfaces) shall be furnished for all gear operated valves.
5.2.7 See 4.3 for valve operator requirements.
5.2.8 See 4.4 for flanged and welded end connection requirements.
5.3 Check Valves
5.3.1 The following requirements supplement those of BSI 1868 and ASME B16.34.
5.3.2 The minimum wall thickness of body and bonnet shall be in accordance with BSI 1868. The body-to-bonnet or cover joint shall be designed in accordance with ASME Code, Section VIII, Div 1, except that the allowable stresses shall be in accordance with ANSI B31.3, tables 1 and 2.
5.3.3 Valves below NPS 11/2 may be lift-check. Valves NPS 2 and above shall be swing-type unless specified otherwise in the purchase order. The area of the flow passage shall be at least equal to the port area. Bolted bonnets shall be provided: Pressure seal bonnets shall not be acceptable except for steam or other non-corrosive service.
5.3.4 Seat rings shall be renewable and shall be threaded without seal welding. Integral seat rings shall be acceptable on austenitic stainless steel valves 6 inch NPS and smaller. The body seat ring shall be inclined, or the hinge shall have an offset. The disc shall be one piece. The disc nut shall be drilled and pinned.
5.3.5 Regular port valves shall have a travel stop to limit disc swing in the open position. The tilting disc design shall be considered where slamming is not desired.
5.3.6 Face-to-face and end-to-end dimensions shall be in accordance with ASME B16.10.
5.3.7 An arrow shall be provided on at least one side of the valve body, as part of the body, indicating the direction of flow.
Remember This Point for Check Valve
5.3.8 Connections between hydrocarbon systems and pressure sewers shall consist of two block valves separated by a check valve and a bleed valve connection. The bleed valve connection shall be between the block valve that is nearest to the process connection and the check valve. The check valve shall be installed to prevent flow from the pressure sewer into the process connection. The valves shall be rated for the higher system.
5.3.9 Valves NPS 10 and over shall have a threaded bolt hole in the body for attachment of a lifting eyebolt.
5.3.10 See 4.4 for flanged and welded end connection requirements.
5.4 Ball Valves
5.4.1 The following requirements supplement those of API 6D and 608.
5.4.2 The minimum wall thickness of body and bonnet shall be in accordance with ASME B16.34. The valve pressure-temperature rating shall be the lesser of the shell rating or the seat rating. Valve port sizes shall be in accordance with API 608.
5.4.3 Stems shall be blowout-proof. Retention by means of a packing gland is not acceptable. The stem design shall be such that it does not come out of the valve without disassembly of the valve.
5.4.4 Welded body type ball valves shall not be used in services where damage to the soft seats during commissioning or operation is anticipated and cannot be avoided.
5.4.5 Unless specified in the purchase order, valve body shall be bolted or unibody, the ball floating or trunnion mounted, and the bore regular or full bore. Manually operated ball valves shall be equipped with lever type handles. Where appropriate, lever operated ball valves shall be equipped with a hand wheel or self-locking handle to prevent accidental operation.
5.4.6 The stem and trunnion shall be sized to withstand the maximum operating torque in addition to the pressure design load. Stem sealing shall be achieved with inner and outer seal elements or with stem packing that can be tightened under pressure by means of a mechanically loaded gland.
5.4.7 Trunnion-supported valves shall be designed to provide double block and bleed service.
ASME class 150
5.4.8 Gear operators shall be provided on ASME class 150 valves NPS 6 and larger, ASME class 300 valves NPS 4 and larger, and all higher rated valves NPS 3 and larger. See 4.3 for power operator requirements.
5.4.9 Valves shall be closed by turning in the clockwise direction. The indication of port opening shall be integral with the stem.
5.4.10 Valves shall be designed to relieve excess pressure from the body cavity to upstream or downstream piping automatically through a tapped connection, or, a factory set and sealed body relief valve shall be installed.
5.4.11 Hand wheels and other operators shall be fitted in a way that they may be removed and replaced without affecting the integrity of the stem or the body seals.
5.4.12 Valves NPS 2 and larger shall have a drain connection in the body cavity at the lowest possible location and shall be fitted with a steel NPT threaded plug.
5.4.13 See 4.4 for flanged and welded end connection requirements.
5.4.14 Block valves in cross-country pipelines shall be through conduit valves to permit scraping, and to prevent buildup of debris in the body cavity.
5.4.15 Valves shall be fire safe in accordance with API 607.
6. Inspection and Testing
6.1 Valve inspection and testing requirements shall conform to API 598.
6.2 Valves in isolation service for sizes NPS 2 and above shall be subjected to a seat test, where the test pressure shall not be less than the maximum operating pressure.
7. Markings
Valves shall be marked in accordance with ASME B16.34.