1. SCOPE
2. REFERENCES
3. DEFINITIONS
4. GENERAL REQUIREMENTS 4.1 Equivalent Materials 4.2 Purchase Order Information 4.3 Conflicts
5. DESIGN
5.1 Split Tees
6. MATERIALS 6.1 General 6.2 Plant Piping 6.3 Fittings for Grade B Line Pipe 6.4 High Strength Fittings 6.5 Test Report 6.6 Impact Test 6.7 Forging Material 6.8 Other Components
7. FITTING FABRICATION 7.1 Welding 7.2 Extruded Split Tee 7.3 Split Tees with the Branch Welded 7.4 Heat Treatment
8. FITTING TOLERANCES 8.1 Gaps 8.2 Outlet Diameter 8.3 Wall Thickness 8.4 Branch Center 8.5 Length 8.6 Branch Alignment 8.7 Flange Alignment
9. REPAIR OF DEFECTS 9.1 Surface Imperfections 9.2 Cracks 9.3 Unsuccessful Repairs
10. FITTING INSPECTION AND TESTING 10.1 General 10.2 Visual Examination and Dimensional Check 10.3 Non-destructive Examination 10.4 Fitting Pressure Tests 10.5 Impact Tests 10.6 Hardness Tests 10.7 Weld End Test 10.8 Tensile Test 10.9 Ultrasonic Test
11. MARKING 11.1 Marks 11.2 Stamping
12. HOT TAP LIMITATIONS 12.1 Limited Fluids 12.2 Flammability of Fluid 12.3 Material Degradation 12.4 PWHT 12.5 Clad or Lined 12.6 Minimum Temperature 12.7 Equipment Availability 12.8 Tanks 12.9 Compressed Air 12.10 Debris Damage 12.11 Minimum Wall
13. HOT TAP DESIGN 13.1 Dimensions 13.2 Size to Size Taps 13.3 Welding on Pipelines Under Pressure 113.4 Control of Cuttings 13.5 Removal of Hot Tap Valve 13.6 Guide Bars
14. HOT TAP FITTING INSTALLATION 14.1 Positioning 14.2 Safety Procedures
15. PRESSURE TESTING 15.1 Test Valve 15.2 Test Fluid 15.3 Hot Tap Test 15.4 Test Pressure 15.5 Pad Vent Hole
16. INSPECTION
1. Scope
This specification provides the requirements for design, material selection, fabrication, testing and marking
of split tees, stopple fittings, full encirclement saddles, flanges and Lock-O-Ring flanges to be used for hot
tap and or stopple operations.
2. References
Reference is made in this standard to the following documents. The latest issue, amendments and
supplements to these documents shall apply unless otherwise indicated. When a project is in effect, the
version of engineering and design codes, specifically ASME B31 codes shall govern, as specified in the
contract for that project.
SABIC Engineering Standards (SES)
P01-E02 Design of Piping Systems for Stress and Pressure Criteria
P01-E15 Pressure Testing of Piping and Lay-Up Procedures
Industry Codes and Standards
American Petroleum Institute
API 5L Specification for Line Pipe
American Society of Mechanical Engineers
ASME B31.3 Process Piping
ASME B31.4 Liquid Petroleum Transportation Piping Systems
ASME B31.8 Gas Transmission and Distribution Piping Systems
ASME SEC II Materials
ASME SEC VIII D1 Boiler and Pressure Vessel Code
ASME SEC VIII Rules for Construction of Pressure Vessels
ASME SEC IX Welding and Brazing Qualification
American Society for Testing and Materials (ASTM)
ASTM A234 Specification for Steel Welding Fittings
ASTM A860 Specification for High Strength Butt-Welding Fittings of Wrought High Strength Low Alloy
Steel
Manufacturers Standardization Society
MSS SP-75 High Test Wrought Welding Fittings
American Welding Society
AWS A5.XX Specifications for Welding Filler Metals (Series of Specifications)
3. Definitions
Buyer. The company (SABIC) actually placing the order for the material.
Hot Tap. A proprietary method for adding a branch connection to a “hot” line.
Stopple. A proprietary device, to be used in conjunction with a hot tap, that blocks a “hot” line.
QA/QC Quality Assurance and Quality Control
CE Carbon Equivalent
MAOP Maximum Allowable Operating Pressure
SMYS Specified Minimum Yield Stress
Vendor A firm or individual who supplies materials, equipment or services to the Buyer. The Vendor may or
may not be the manufacturer of the equipment.
4. Hot Tap and Stopple Fittings | Design, Material Selection, Fabrication, Testing
4.1 Equivalent Materials
Items specified or referenced by brand names or proprietary names are not intended to exclude equivalent
items offered by other names. The products used here are representative of the industry, and brand names
are the most likely to be available in Kingdom. Products of comparable type, quality and characteristics
may be submitted for Buyer’s written acceptance with the Quotation.
4.2 Purchase Order Information
The information to be included in the Purchase Order is specified on the Data Sheet
4.3 Conflicts
Any conflicts between this and other standards, engineering drawings, and contract documents shall be
resolved at the discretion of SABIC.
5. Design
5.1 Split Tees
5.1.1 Extruded Type
(i) The wall thickness of split tees of the extruded type shall be designed in accordance with the
requirements of the appropriate ASME B31 code.
(ii) When the code is ASME B31.4, or 8, a design factor of 0.5 shall be used regardless of the design factor
of the pipe.
5.1.2 Fabricated Type
Split tees, larger than NPS 30, when intended for stoppling operations shall be of the fabricated type unless
specifically approved by Buyer.
5.1.3 Minimum Wall of the Run
The nominal thickness of extruded split tee runs shall be in accordance with Table 1:
Table 1
Minimum Thickness of Run Pipe
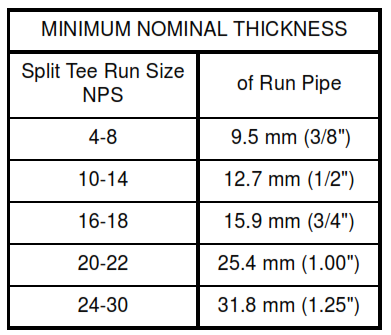
Above 30 fabricated type 0.75 mm (0.75″)
5.1.4 Substitutes
Split tees with the branch welded to the run, rather than extruded, are acceptable substitutes, when it can
de shown that the split tee can withstand the specified hydrostatic test pressure without permanent
deformation. The wall thickness of split tees with a welded branch shall be designed to provide integral
reinforcement of the branch opening as required by the appropriate ASME B31 code.
5.1.5 Branch Size
When the branch size is fifty percent or more of the run size. There shall be no thinning below the
calculated wall thickness, including reinforcement, of the run of split tees in the entire cross section of the
two halves of the run.
5.1.6 Top Half
The top half of the split tee shall be provided with a 45-degree bevel on the longitudinal seams. The
bottom half shall be flat cut, with no bevel. The circumferential weld ends shall not be beveled when the
thickness is less than 19 mm. When the thickness is equal or greater than 19 mm, a 45-degree bevel shall
be provided. Tolerances are listed in another section.
5.1.7 Backing Strips
Backing strips, when necessary, for the longitudinal field welds shall be welded to the top half of the split
tee. They shall be of a compatible material, 1.6 mm thick and 25 mm wide. The length of the strips shall be
equal to the length of the run of the split tee.
5.1.8 Flanges
Flanges used for hot tap or stopple fittings shall match the flange facing, and bolting specified on the Data
Sheet. The flanges shall be suitable for the design conditions listed on the Data Sheet.
5.2 Full Encirclement Saddles
5.2.1 No Welding
Full encirclement saddles shall not be welded. The branch shall be extruded or forged to the run. Only
longitudinal seams are permitted. The material and plate thickness are listed on the Data Sheet.
5.2.2 Side Straps
The bottom half of the saddle shall be provided with side straps. The straps shall be welded to the bottom
half with continuous full size fillet welds. When the run size is less than NPS 24, the side straps shall be 50
mm wide, and 75 mm wide when the run is NPS 24 and larger. The thickness of the straps shall be the
same as the thickness of the run.
5.2.3 Knuckle Radius
The minimum outside knuckle radius shall be 25 mm minimum.
5.2.4 Vent Hole
The top half shall be provided with a vent hole 3 mm in diameter.
5.3 Lifting Lugs
Lifting lugs shall be provided on the lower half of fittings size NPS 10 and larger.
6. Materials
6.1 General
6.1.1 Materials
The material shall be in accordance with the material specifications listed in the Data Sheet. Some
standard materials are listed below. The mechanical and chemical properties of the fitting material shall be
similar to the material specified.
6.1.2 Boron
Boron shall not be intentionally added , and the residual level shall not exceed 0.0005%.
6.2 Plant Piping
Fittings for use inside of a plant shall be in accordance with the Piping Material Class for the pipe to be
tapped.
6.3 Fittings for Grade B Line Pipe
6.3.1 Material
Materials shall conform to the requirements of ASTM A234 WPB including Supplementary Requirements
S1 “Product Analysis”.
6.3.2 Carbon Equivalent
The carbon equivalent (CE) shall not exceed 0.42 percent when calculated according to the following
formula:

6.4 High Strength Fittings
Fittings for API 5L Pipes – Grades X42 Through X65
6.4.1 Material
The material shall be in accordance with the requirements of MSS SP-75, including Supplementary
Requirements SR-5, SR-6, and SR-11.
6.4.2 Chemical Composition
Chemical composition shall be in accordance with the requirements of ASTM A860/A860M, as shall be the
carbon equivalent.
6.5 Test Report
The Vendor shall provide a certified material test report including the chemical analysis, mechanical
properties, notch toughness properties, heat treatment, non-destructive examination, and any special tests
required by the Purchased Order.
6.6 Impact Test
Charpy-V impact testing is required for fittings with SMYS greater than 360 mPa, grade X52 and higher.
6.7 Forging Material
Forging material is listed on the Data Sheet.
6.8 Other Components
All remaining non-pressure containing components shall be Vendor’s standard material.
7. Fitting Fabrication
7.1 Welding
7.1.1 Weld Procedures
Complete Welding Procedures and Procedure Qualification Records shall be submitted to Buyer for review
and approval prior to the start of fabrication.
7.1.2 Language
All Welding Procedures and Procedure Qualification Records shall be written in English and shall be in
accordance with ASME Section IX.
7.1.3 Qualification
All welders shall be qualified in accordance with ASME Section IX, including tack welders.
7.2 Extruded Split Tee
The outlet shall be hot extruded on extruded split tees and full encirclement saddles.
7.3 Split Tees with the Branch Welded
Split tees with the branch welded to the run shall have full penetration welds as indicated in ASME B31.4,
or ASME B31.8.
7.4 Heat Treatment
7.5.1 Timing
All fittings shall be heat treated after all forming and welding processes are completed.
7.5.2 Treatment Type
All fittings supplied in accordance with this standard shall be stress relieved, or normalized, or normalized
and tempered, or quenched and tempered as defined in accordance with ASTM A234 or MSS SP-75.
8. Fitting Tolerances
8.1 Gaps
The split tees shall be finished such that the curvature of the inside of the fitting leaves gaps no greater
than the following, when placed on the correct size pipe.
(i) NPS 24 and smaller: 3.2 mm max.
(ii) NPS 26 and larger: 6.4 mm max.
8.2 Outlet Diameter
The outlet inside diameter shall be no more than + 1.6 mm, when compared to nominal pipe of the same
size and wall.
8.3 Wall Thickness
The wall thickness of the fitting shall vary no more than + 12.5 percent of the specified nominal.
8.4 Branch Center
The distance from the centerline of the run to the top of the outlet shall vary no more than + 3.2 mm from
the specified standard.
8.5 Length
The overall length of fitting shall vary no more than + 9.5 mm from the specified standard.
8.6 Branch Alignment
The centerline of the branch shall be no more than 1.6 mm from the centerline of the run.
8.7 Flange Alignment
Flange faces shall be parallel with to the centerline of the run, within 0.8 mm as measured from the edge of
the flange.
9. Repair of Defects
9.1 Surface Imperfections
Repair of any surface imperfection shall be in accordance with ASTM A234, Section 12.
9.2 Cracks
Cracks shall be repaired only if approved by the Buyer. The Vendor shall submit details of the repair
procedure and nondestructive examination of the repair area with his proposal.
9.3 Unsuccessful Repairs
Unsuccessful weld repairs shall be completely cut out and replaced.
10. Fitting Inspection and Testing
10.1 General
The fittings are subject to inspection by the Buyer’s representative at any time.
10.2 Visual Examination and Dimensional Check
The general appearance shall show good workmanship and fit-up. Welds shall show a smooth contour.
Dimensions of the fitting shall be checked against approved Vendor’s Drawings.
10.3 Non-destructive Examination
10.3.1 Buttwelds
All butt welds in fabricated fittings shall be 100 percent radiographed in accordance with ASME “Boiler and
Pressure Vessel Code”, Section VIII, Division 1, Appendix 6.
10.3.2 Groove Welds
All other full penetration groove welds shall be inspected by magnetic particle testing in accordance with
ASME “Boiler and Pressure Vessel Code”, Section VIII, Division 1, Appendix 6.
10.4 Fitting Pressure Tests
10.4.1 Fittings
All fabricated fittings shall be hydrostatic tested.
(i) The test pressure shall be 1.5 times the MAOP for fittings designed to ASME B31.3.
(ii) The test pressure shall be 1.25 times its MAOP for design factor of .72, and 1.5 times its MAOP for
design factors of .5 and .6, for fittings designed to ASME B31.4 or B31.8.
10.4.2 Lock-O-Ring
The Lock-O-Ring plug shall be hydrostatic tested to the MAOP. No leakage of the O-ring seals is
acceptable.
10.5 Impact Tests
Impact tests, when required, shall be conducted at the temperature in the Purchase Description, on three
specimens of the representative test sample of the same heat for base metal, HAZ and weld metal. The
minimum energy values shall be 20 J.
10.6 Hardness Tests
The hardness tests shall be conducted on all fittings in accordance with the specified material standard.
10.7 Weld End Test
All weld ends for field welding shall be checked with dye penetrant in accordance with ASTM E165.
Acceptance criteria shall be in accordance with ASME “Boiler & Pressure Vessel Code”, Section VIII,
Division 1, Appendix 8. The weld ends of ferritic alloys may be alternatively magnetic particle tested in
accordance with ASME Section VIII, Division 1, Appendix 6.
10.8 Tensile Test
Tensile test: a tensile test shall be performed on one specimen per lot of extruded fitting production and
shall meet the requirements of the basic specification.
10.9 Ultrasonic Test
High yield strength fittings, for API5L X52 pipe, and higher, require the following tests:
Ultrasonic Test: The plate to be used for the fabrication of the fitting shall be ultrasonically tested for
laminations in accordance with ASTM A578, Acceptance Level II, SEL 072 Class 2 or equal.
The edges of the fitting shall be free of laminations for a width of 50 mm, as measured along the edges.
11. Marking
11.1 Marks
The fittings shall be marked with painted bands that are applied with the fitting assembled, so that the
bands can be used for “match marks” when doing the field assembly. 100 mm wide painted band around
top and bottom half at one end in order to facilitate matching during field installation. Top and bottom
halves shall be marked by stenciling with the Purchase Order number, item number, nominal size, type of
material and maximum allowable operating pressure. The marking shall be applied on the inside and
outside of the fitting run.
11.2 Stamping
Split tees and stopple fittings shall be die stamped on the flange rim with the maximum allowable operating
pressure and temperature. The bottom run piece shall be stamped as well as the flange run of the fitting.
12. Hot Tap Limitations
Hot tap connections shall not be made in any of the following cases:
12.1 Limited Fluids
Lines carrying the following shall not be hot tapped.
(i) Acid
(ii) Caustic
(iii) Elemental sulfur
(iv) Oxygen
(v) Chlorine
(vi) Ammonia
(vii) Potentially toxic materials
(viii) Any material which may cause metallurgical damage when heated.
12.2 Flammability of Fluid
Hot taps are not suitable for pipe or vessels containing materials that are flammable below atmospheric
pressure or mixtures that will support combustion.
12.3 Material Degradation
Hot taps are not suitable if the pipe material to be welded may suffer metallurgical or physical degradation
from the heat of welding.
12.4 PWHT
Piping requiring post weld heat treatment, for any reason, shall not be hot tapped.
12.5 Clad or Lined
Hot tapping shall not be performed in piping, or vessels that are clad or lined
12.6 Minimum Temperature
Lines with a surface temperatures at or below 0 deg C, are not suitable for hot tapping.;
12.7 Equipment Availability
There must be a hot tapping machine available for the temperature pressure and size of the shell.
12.8 Tanks
Hot taps on tanks shall be located at least 1 m below the liquid level.
12.9 Compressed Air
Compressed air, when there is any possibility of hydrocarbon contamination, shall not be hot tapped,
without thorough internal cleaning, or the introduction of inert gas, prior to welding.
12.10 Debris Damage
Hot taps shall not be made upstream of any equipment that may be damaged by chips, shavings, and other
debris introduced into the line by the hot tapping process. Hot tapping shall not be allowed until systems
have been put in place that will positively trap foreign matter.
12.11 Minimum Wall
The minimum wall for hot tapping is 5 mm.
13. Hot Tap Design
13.1 Dimensions
The dimensions of the connection, the hot tap valve, and the clearances shall be within the limits specified
for the hot tapping equipment to be used. This requires data from the most likely contractor, or specification
of a list of allowable hot tapping machines for that project. The minimum bore of the valve used shall be
large enough to pass the cutter or stopple plug.
13.2 Size to Size Taps
A tap equal to the nominal size of the header, such as required for stoppling of a pipeline, shall be made
only when the accurate positioning of the cutter can be guaranteed. This is accomplished by the use of a
shop-fabricated split tee. In all other cases the taps are only allowed at least one pipe size smaller than the
pipe to be tapped.
13.3 Welding on Pipelines Under Pressure
Before welding on lines under pressure, the existing pipewall shall be determined. A maximum working
pressure shall be calculated in accordance with the appropriate ASME B31 code, using the actual wall
minus 2.5 mm. The 2.5 mm wall thickness takes into account the molten and heat affected portion of the
base metal which does not contribute to pressure containment.
13.4 Control of Cuttings
When using gate valves for hot tapping, orient the valve so that chips from the cutting procedure will not fall
into areas where the action of the valve is inhibited. If this is not possible, the hot tap valve shall be
provided with a valved drain of not less than 3/4 inch NPS to permit flushing of the valve if needed.
13.5 Removal of Hot Tap Valve
When the hot tap valve is to be removed after tapping, as in the case of stoppling, a Lock-O-Ring flange
and plug, or approved equal, shall be used unless the equipment can be depressurized and drained prior
to removal of the valve.
13.6 Guide Bars
When hot taps are made in pipelines which require scraper bars, a Lock-O-Ring, or approved equal, flange
and plug and matching insert with bars attached, shall be installed.
14. Hot Tap Fitting Installation
14.1 Positioning
The welded branch or split tee shall be accurately positioned so that the axis of the cutter will intersect the
axis of the pipe or vessel being tapped at a 90 degree angle unless an angled tap has been specifically
approved in the hot tapping procedure. The branch position shall be verified by the assigned inspector
prior to making the cut.
14.2 Safety Procedures
The hot tapping contractor shall submit safety procedures with his proposal. The installation, pressure
testing, welding and cutting, shall be in accordance with the approved procedures
15. Pressure Testing
15.1 Test Valve
The hot tap valve shall have a pressure test applied to the seats and body to ensure no leaks prior to use.
15.2 Test Fluid
Special attention shall be given to the possibility of boiling or flashing of the test liquid if the surface to be
tapped is hot.
15.3 Hot Tap Test
When the full assembly is complete, and prior to cutting the coupon, the assembly shall be pressure
tested.
15.4 Test Pressure
The test pressure for the hot tap connection shall be in accordance with the appropriate ASME B31 code,
however, not exceeding any of the following:
(i) The minimum pressure in the pipe or vessel being tapped, while the test is in progress, plus a
calculated differential pressure. The differential pressure shall be 1.25 times the allowable external
pressure calculated per the ASME SEC VIII D1, paragraph UG-28. The value of L, for this calculation
shall be the total length of the split tee or the inside diameter of the welded nozzle.
(ii) Maximum test pressure of branch connection flange, or the wall thickness.
(iii) The test pressure of the hot tap connection may be lower than the original hydrostatic test
pressure of the pipe or vessel being tapped. This is acceptable since the purpose of the test is to
provide some assurance of the integrity of the connection weld. It is not a proof test of the connection.
The system being tapped should not be derated because of the lower test pressure of the hot tap
connection.
15.5 Pad Vent Hole
The reinforcing pad of a welded branch shall be provided with a vent hole. The hole shall be plugged with
heavy grease before leaving the job.
16. Inspection
In addition to hydrotest the reinforcing pad welds may be inspected by magnetic particle examination.
Alternatively, dye penetrant examination may be used provided surface preparation is made as required
where surface irregularities could mask indications of unacceptable discontinuities.