1. SCOPE
2. REFERENCES
3. DEFINITIONS
4. GENERAL REQUIREMENTS
5. PHYSICAL LIMITATIONS 5.1 Threading Requirements 5.2 Jack Screws 5.2 Bolt Selection 5.3 Bolt Lengths and Sizes 5.4 Bolt Length 5.5 Flanges Not Covered
5.6 Washers
6. MATERIAL LIMITATIONS 6.1 General Process 6.2 Low Temperature 6.3 Materials for Upper Intermediate Temperature Services 6.4 Materials For Sour Service 6.5 Machine Bolts 6.6 Expansion and Contraction
7. PURCHASE DESCRIPTION FOR BOLTS
TABLE
I Torque Value for A193 B7 and B7M Stud Bolts with A194 2H and 2HM Nuts II Friction Factors for Different Lubricants
1. Scope
This standard supplements the ASME B31 codes and defines mandatory requirements governing the
selection of bolting to complete flanged joints.
2. References
The selection of material and equipment, and the design, construction, maintenance, and repair of
equipment and facilities covered by this standard shall comply with the latest edition of the references
listed below, unless otherwise noted.
American Petroleum Institute (API)
6A Specification for Wellhead and Christmas Tree Equipment
American Society for Testing and Materials (ASTM)
A 193 Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High Temperature
Service
A 194 Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High-Pressure and
High-Temperature Service
A 307 Standard Specification for Carbon Steel Bolts and Studs, 60 000 psi Tensile Strength
A 320 Standard Specification for Alloy Steel Bolting Materials for Low-Temperature Service for
Pressure and High-Temperature Parts
A 563 Standard Specification for Carbon and Alloy Steel Nuts
American Society of Mechanical Engineers (ASME)
B1.1 Unified Inch Screw Threads
B16.1 Cast Iron Pipe Flanges and Flanged Fittings
B16.5 Pipe Flanges and Flanged Fittings
B16.47 Large Diameter Flanges
B31.1 Power Piping
B31.3 Process Piping
B31.4 Liquid Transportation Systems for Hydrocarbons, Liquid Petroleum Gas, Anhydrous Ammonia,
and Alcohols
B31.8 Gas Transmission and Distribution Piping Systems
American Water Works Association (AWWA)
Manufacturers Standardization Society
SP-44 Steel Pipe Line Flanges
National Association of Corrosion Engineers (NACE)
MR0175 Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment
3. Definitions
For the purpose of understanding this standard, the following definitions apply.
Stud Tensioner. A device that stretches studs to the load position, and the nuts are tightened hand tight
only.
Weak Bolts. Delicate and brittle systems are bolted with bolting that is intentionally weaker than the
flanges, so the bolts will fail before a flange can be damaged.
4. Selection of Bolts to Complete Flanged Joints | ASME B31 General Requirements
4.1 Physical Limitations.
4.2 Material Limitations.
5. Physical Limitations
5.1 Threading Requirements
All threads shall be in accordance with ASME B1.1.
5.2 Jack Screws
Jackscrews, shall be used to facilitate flange separation for maintenance. Joint assemblies which often
require frequent separation include orifice plates, spectacle plates, spacers, screens, and drop-out spools.
Piping layout shall be designed such that flanges can be separated without excessive force. Jackscrews
shall be installed to be accessible from both sides of the pipe. For orifice flanges, jackscrews shall be
installed at 3 and 9 o’clock positions. When flange separators are used, jackscrews are not required. Jack
screws shall be the same material as the flange bolts.
5.2 Bolt Selection
Bolting for flanged joints shall be selected for service by service temperature, and corrosivity of the
environment.
5.3 Bolt Lengths and Sizes
Bolt length and diameter is determined by the flange standard used. Each of the following flange standards
has a method for the determination of bolt length.
a. ASME B16.1
b. ASME B16.5
c. ASME B16.47
d. API 6A Type 6B
e. MSS SP-44
f. AWWA
5.4 Bolt Length
Bolts shall be expressed with inch diameters, and the length in millimeters, rounded up to the nearest 5
mm.
5.5 Flanges Not Covered
Flanges not covered by the above standards shall be considered non standard, and bolting is to be
handled on an individual basis.
5.6 Washers
5.6.1 Flat Washers
Flat washers under the nuts are required for special cases only, such as on insulating flanges and under
the nuts bearing against plastic flanges.
5.6.2 Belleville Washers
Belleville washers may be required for severe cyclic service, and bolt service temperatures above 450 deg C.
6. Material Limitations
6.1 General Process
Materials for process and general services shall be ASTM A193 Grade B7 stud bolts with ASTM A194
Grade 2H nuts for service temperatures from minus 20 to plus 450 deg C.
6.2 Low Temperature
Materials for low temperature services shall be as follows:
a. Stud bolts conforming to ASTM A320 Grade L7 with nuts to ASTM A194 Grade 4 or 7 shall be
used for bolt service temperatures from minus 18 to minus 101 deg C.
b. ASTM A320 Grade L7M studs and A320 Grade 7M nuts may be used for low temperature
services from minus 18 to minus 73°C.
c. Stud bolts conforming to ASTM A320 Grade B8 with nuts to ASTM A194 Grade 8 shall be used
for bolt service temperatures from minus 101 to minus 195 deg C
6.3 Materials for Upper Intermediate Temperature Services
6.3.1 ASTM A193 Grade B7 or B7M studs with A194 Grade 7 or 7M nuts for services up to 450 deg C.
6.3.2 ASTM A193 Grade B16 stud bolts with A194 Grade 7 nuts, for bolt service temperatures from 450 to
510 deg C.
6.3.3 When spiral wound gaskets are used for high temperature, the bolts must provide adequate stress to
seat the gasket. When B8 class 2 bolts are used for temperatures over 650°C, strain hardened bolts will
be required to seat the gasket. Widings for high temperature gaskets are most likely type 347, or inconel.
At temperatures over 650°C, strain hardened will anneal. As long as the joint is not broken, the annealed
bolts have adequate strength to hold the joint.
6.4 Materials For Sour Service
Materials for sour services shall be as follows:
6.4.1 Standard quenched and tempered ASTM A193 Grade B7 stud bolts with 2H nuts shall be used for
sour wet services when the bolting is as follows:
a. Not directly exposed to hydrogen sulfide
b. Not buried or insulated
c. Not equipped with flange protectors, or not deprived of direct atmospheric exposure.
ASTM A320 Grade L7 stud bolts with Grade 4 or 7 nuts can be used under the same conditions.
6.4.2 Stud bolts conforming to ASTM A193 grade B7M with nuts to A194 Grade 2HM shall be used under
the following conditions:
a. Direct exposure to sour environments
b. When the bolting will be buried or insulated
c. When the flange is equipped with flange protectors, or otherwise deprived of direct atmospheric
exposure.
ASTM A320 Grade L7M bolts and Grade 7M nuts can be used under the same conditions.
6.5 Machine Bolts
Steel machine bolts conforming to ASTM A307 Grade B may be used on flat-faced cast-iron or
non-metallic flanges in non-sour environment. Nuts shall conform to ASTM A563 Grade D. This bolt and
nut combination may be used in sour services when the Grade D nuts are not resulfurized. This system is
also suitable when the use of “weak” bolting is specified to avoid overloading flanges. Such bolting may be
zinc coated.
6.6 Expansion and Contraction
When fluid temperatures are below minus 45 deg C, the selection of bolting material or the bolting design
shall include consideration of differential contraction between flanges and bolts such that changes in
gasket seating pressure will not result in leakage. Similarly, differential expansion shall be considered at
operating temperatures above 300 deg C.
7. Purchase Description for Bolts
The following information shall be included in the Purchase Description:
a. Type of Bolt
b. Fit
c. Material
d. Material Grade
f. Size of bolt, diameter X length
h. Additional requirements
The additional requirements may be simple, or be a reference to a specification.
TABLE I
Torque Value for A193 B7 and B7M Stud Bolts with A194 2H and 2HM Nuts
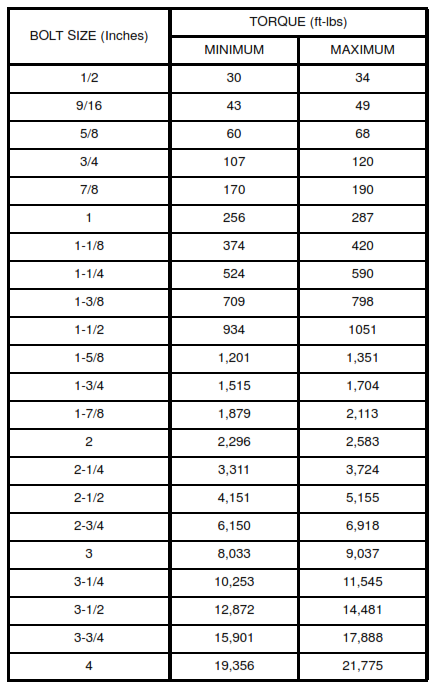
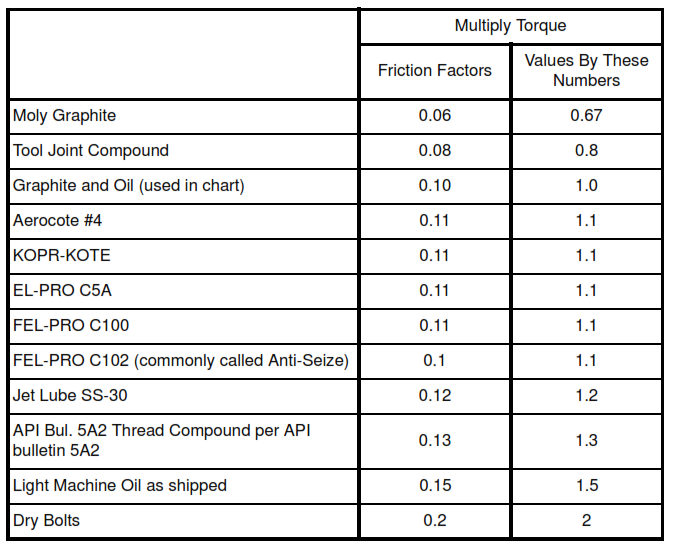
Note: The torque values used above are based on an average
friction factor of 0.10. The friction factor is a combination of various
components due to s such as considerations as the conditions of
the threads, the relationship between the flange to the nut bearing
surface and the type of lubricant used. These variables make up
the friction factor which can vary from 0.04 to 0.20 or as much as
500 percent.
TABLE II
Friction Factors for Different Lubricants