1.0 PURPOSE
2.0 SCOPE
3.0 REFERENCES
4.0 GENERAL REQUIREMENTS
5.0 CALIBRATION INSTRUMENT
6.0 RESPONSIBILITIES
7.0 CALIBRATION INSTRUCTIONS
8.0 ATTACHMENTS.
WELDING MACHINE CALIBRATION PROCEDURE | METHOD STATEMENT
1.0 PURPOSE
1.0 To provide guidelines for the calibration of welding machines being utilized for commercial buildings, plants and refineries.
2.0 SCOPE
2.0 This instruction covers the following welding equipment.
2.1. Transformer Type Welding Machine (TT)
2.2. Diesel Driven Welding Machine (DD)
3.0 REFERENCES
3.1 BS 7570, Validation of Arc Welding Equipment.
3.2 SAES-W-011, Welding Requirements for On-Plot Piping.
3.3 SAIC-W-2011, Validation of Welding Equipment (Plant Piping).
3.4 SATR-W-2011, Welding Machines Verification Report.
3.5 IEC 60974-1, Int’l Standard -Arc Welding-Part 1 Welding Power Source.
3.6 Schedule “Q” – Quality Requirements
4.0 GENERAL REQUIREMENTS
4.1 All welding machines being utilized for the project shall be duly calibrated.
4.2 Corresponding calibration records shall be represented by TAGS or STICKERS, (which the maker, model, serial number and calibrator are indicated), and shall be attached or posted to the machine for verification.
4.3 Calibration records/log shall be maintained for all the welding machine calibration status and expiry date.
4.4 Frequency of calibration shall be every six (6) months of operation.
4.5 Welding Machines with expired CALIBRATION shall be tagged with “DO NOT USE” tag to prevent from utilization by the end user. Refer to attachment 8.2
4.6 The personnel (Calibrator) performing test and calibrations shall be trained per applicable international or manufacturer requirements. The calibrator personnel as well as testing facilities shall be subject to Company approval prior performing the calibrations.
4.7 Measuring Instruments used in calibration shall be in good condition and calibrated/validated by recognized calibrator with standards traceable to national standard.
5.0 CALIBRATION INSTRUMENT
5.1 Digital Clamp Meter
6.0 RESPONSIBILITIES
6.1 Calibrator Personnel — responsible for conducting the actual calibration to be witnessed by QC Inspector. Ensures that corresponding sticker or tag is properly filled up and attach to the unit.
6.2 QC Inspector – responsible for witnessing the actual calibration and check according to Saudi Aramco Inspection Checklist (SAIC-W-2011).
6.3 Welding Engineer – responsible for monitoring the calibration status and maintaining the calibration records. Responsible for conducting re-calibration of the machine upon its expiration.
6.4 End-User (Welder) – shall ensure that calibration tags or stickers are not detached from the unit and shall inform Welding Engineer on the due re calibration of the machine. Responsible to attach “DO NOT USE” sticker or tag upon expiration of the calibration sticker or the unit is on breakdown.
7.0 CALIBRATION INSTRUCTIONS
7 .1 Unit Preparation.
a. Prepare the necessary calibration instruments.
b. Hook up welding test kit.
c. Check power output controls.
7.2 Load Test
a. Start engine and warm up for 5 minutes.
b. Set machine amperage and stabilize the power source for 10 seconds starting with the minimum output setting to the corresponding size of welding rod to be used, as shown in Table 1, and then take a reading.
Table 1. -Amperage Settings
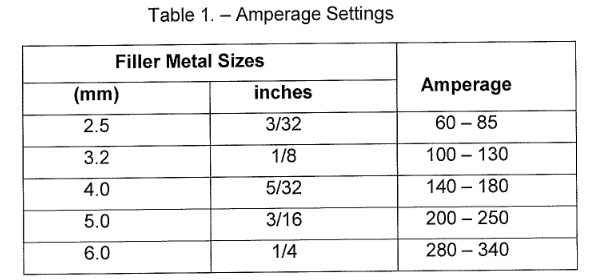
c. After a further 10 seconds take a second reading at the maximum setting and repeat this procedure for each measurement point down below the minimum.
d. The power source should not be loaded greater than that shown on the rating plate.
e. Allowable validation accuracy of actual amperage or voltage output reading versus amperage or voltage setting are shown in Table 2.
Table 2- Validation Accuracy

Note: Tested units operating not within the required tolerances are “REJECTED” and shall be removed from the project site.
f. Perform the test operation (item b above) at some various amperage settings shown in Table 1 up to the maximum attainable load and record results.
g. Prepare the calibration tag/sticker and attach to the corresponding unit. Refer to attachment 8.1.
h. Prepare the Welding machines verification report to be filled up by Calibrator Personnel. Refer to attachment 8.3.
8.0 ATTACHMENTS
8.1. Calibration Tag / Sticker.

8.2. “DO NOT USE” Tag.
8.3. Welding Machine Verification Report.