The topic is about Rolling Element Bearing Frequencies Derivation of Bearing Frequencies.Primary Rolling Element Bearing Frequencies. Cage Frequency. Race Ball Pass Frequency.
Rolling Element Bearing Frequencies
These calculated frequencies are essentially of academic interest, because (1) it frequently occurs that any flaw on any element rapidly generates secondary flaws on other elements and (2) knowledge of the existence and extent of a flaw is vital; however, the element that it is on is not too important because the entire rolling element bearing is normally replaced and not just the damaged portion.
Rolling element bearings find many uses in today’s machinery. They can be found in motors, slow-speed rollers, gas turbines, pumps, and many other machines. Some of the reasons rolling element bearings are used are: low starting friction, low operating friction, ability to support loads at low (even zero) speed, lower sensitivity to lubrication (compared to fluid film bearings, thus a simpler lubrication system can often be used), and the ability to support both radial and axial loads in the same bearing. When some of these factors are important, rolling element bearings may be in use.
By themselves, rolling element bearings have very little damping, so whenever a machine with rolling element bearings traverses a balance resonance, large vibration can result. Also, compared to fluid film bearings which generally have a long life, rolling element bearings have a limited fatigue life due to the repeated stresses involved in their normal use.
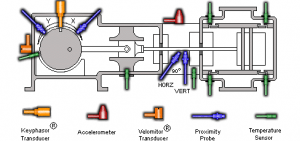
Rolling element bearings, regardless of type (ball, cylindrical, spherical, tapered, or needle) consist of an inner and outer race separated by the rolling elements, which are usually held in a cage (see Figure.

Mechanical flaws may develop on any of these components. Using the basic geometry of a bearing, the fundamental frequencies generated by these flaws can be determined.
For most applications, the outer race is fixed and does not rotate. However, in some instances, just the outer race or both races rotate. For the case of the outer race fixed, Following figure contains a summary of the main bearing frequencies. These frequencies may, and often do, include sum and difference frequencies. Often they are modulated by the speed of the equipment.